Mere infill eller bedre geometri – hvad gør faktisk dine beslag stærke?
Jeg knækkede det samme beslag tre gange i træk
Jeg starter med en indrømmelse: jeg har også bare skruet infill op til 80 % og tænkt “så holder det nok”.
Det gjorde det ikke. Det knækkede det samme sted. Tre gange. Først da jeg satte mig ned med CAD og kiggede på lagretning, ribber og hjørner, begyndte det at give mening.
Hvis du også står med 3D-printede beslag der flækker ved første seriøse belastning, så er du ikke alene. Heldigvis kan du nå rigtig langt med nogle få designgreb, uden at du skal printe mursten.
Lagretning vs. metal – hvorfor FDM-beslag knækker “mærkeligt”
FDM-dele er ikke som et fræset aluminiumsbeslag. De er stærke i én retning og langt svagere på tværs af lagene. Det kalder man anisotropi, altså retningsafhængig styrke.
Forestil dig, at dit print består af en stak meget tynde plastikplader, der er limet sammen. Trækker du langs pladen, er det fint. Trækker du så limningen skal holde, bliver det hurtigt trist.
De fleste knæk i 3D-printede beslag sker, når du har:
- Træk på tværs af lagene (lagene bliver “afskallet”)
- Skarpe indvendige hjørner, hvor spændingen samler sig
- Tynde sektioner omkring skruehuller og udhæng
Det gode er, at du kan designe dig ud af meget af det. Ikke med magi, men med nogle ganske enkle vaner i dit 3D-designarbejde.
Styrke pr. minut – hvad du justerer først
Jeg plejer at tænke i “styrke pr. minut” når jeg designer beslag. Hvad giver mest ekstra styrke for mindst ekstra printtid og filament.
Min egen prioritering ser typisk sådan ud:
- Printorientering så belastning går langs lagene
- Flere perimetre (vægge) i stedet for mere infill
- Radier i indvendige hjørner
- Ribber, der støtter op under de svage zoner
- Forstærkning omkring skruehuller / inserts
Lad os tage de vigtigste greb, og gøre dem lidt mere håndgribelige.
Radier vs. skarpe hjørner – små rundinger, stor effekt
Mine første beslag i PLA havde flotte 90 graders indvendige hjørner. De så skarpe ud. De knækkede også meget præcist i de hjørner.
Et skarpt hjørne giver en spændingskoncentration. Hele belastningen samler sig i et lille område. En indvendig radius fordeler spændingen over et større areal, og det gør en enorm forskel.
Hvor stor skal en radius være for at “tælle”?
I praksis har jeg haft gode erfaringer med en simpel tommelfingerregel:
- Mindst samme størrelse som vægtykkelsen, gerne 1,5-2 gange
- Aldrig mindre end 1 mm radius på funktionelle beslag
Eksempel: Har du en væg på 4 mm, så sigt efter en indvendig radius på 4-6 mm. Det ser måske lidt “blødt” ud visuelt, men din del holder langt bedre.
Udvendige hjørner må også gerne rundes. Ikke primært for styrke, men for at reducere små hak og stresspunkter, især hvis beslaget bliver slået eller stødt til i brug.
Sådan får du radier med i din workflow
Det er her mange (inklusive mig selv engang) sjusker. Man modellerer alt i skarpe former, fordi det er hurtigere, og tænker “jeg filletterer det senere”. Det sker bare sjældent.
Min løsning blev at gøre radier til standard i de skitser, hvor beslag møder hinanden. Basic regel i mit CAD: alle indvendige hjørner der ser belastning, får en fillet før jeg kalder modellen færdig.
Hvis du arbejder med parametrisk design, er det oplagt at gøre radius til en parameter. Så kan du hurtigt teste om 2 mm vs 4 mm gør en forskel for dit layout.
Ribber vs tykkelse – mere væg eller små “finne-forstærkninger”?
Når et beslag bøjer eller vrider sig, er det ofte fristende bare at gøre hele delen tykkere. Det virker, men det koster meget materiale og tid.
Ribber (smalle lodrette plader der støtter en flade eller væg) er tit en langt billigere måde at få stivhed og styrke på.
Hvordan dimensionerer man ribber i 3D-print?
Der findes tunge maskinbog-regler, men vi holder den på kælder-niveau:
- Tykkelse: 0,6-1 gange den væg, de støtter. Har du 4 mm væg, så rib på 2,4-4 mm.
- Højde: op til 2-3 gange ribtykkelsen før det giver aftagende gevinst.
- Overgang: giv ribben en lille radius ved foden, fx 1-2 mm, så den ikke “skærer” ind i væggen.
En 3 mm rib på 20 mm højde kan ofte gøre mere for stivhed end at øge hele væggen fra 4 til 6 mm.
Undgå tynde, høje ribber der warper eller knækker
Bare lige en advarsel fra en, der har skullet lirke for tynde ribber af PEI-pladen for mange gange.
Tynde, høje ribber kan warpe, hvis de står alene uden ordentlig forbindelse til resten af delen. De kan også knække nemt under montage.
Hvis du har brug for meget høje ribber, så:
- Lav flere korte ribber i stedet for én meget høj
- Forbind ribberne på tværs med små “broer” eller tværstivere
- Overvej at øge antal perimetre i slicer, så ribben primært består af vægge, ikke infill
Perimetre vs infill – hvor giver ekstra plast mest styrke?
Det her er én af de misforståelser, jeg ser oftest: “Mit beslag knækker, jeg skruer bare infill op”.
Infill hjælper, men kun til en vis grænse. Hvis dine vægge er tynde, og bruddet sker i overfladen, så er det oftest spild af tid at gå fra 30 til 70 % infill.
Sådan prioriterer jeg selv i sliceren
Mine standardvalg til funktionelle beslag er nogenlunde:
- Perimetre (vægge): 4-5
- Top/bund lag: 5-7
- Infill: 20-35 % (grid, gyroid eller cubic)
Hvis jeg oplever brud:
- Først justerer jeg orientering og design (ribber, radier, tykkelser)
- Siden øger jeg antal perimetre
- Til sidst leger jeg med infill-procent og -type
Det matcher meget godt erfaringen fra andre funktionelle prints, vi har snakket om under funktionelle reservedele.
Orientering – den største enkeltfaktor for stærke beslag
Hvis du kun tager én ting med fra denne artikel, så lad det være den her: Tænk altid printorientering som det første, når du vil have stærke beslag.
Din opgave er at få de vigtigste kræfter til at løbe langs lagene, ikke på tværs af dem.
En simpel måde at tænke belastningsretning på
Forestil dig, at du tegner en pil på dit beslag, i den retning der hiver hårdest. Det kan være en vægt, et skab der vil rive sig løs fra væggen, eller en vinkelbeslag der holder en hylde.
Print så delen, så pilen ligger i planet med lagene. Altså at pilen ligger fladt ned på printbed, ikke står lodret op gennem lagene.
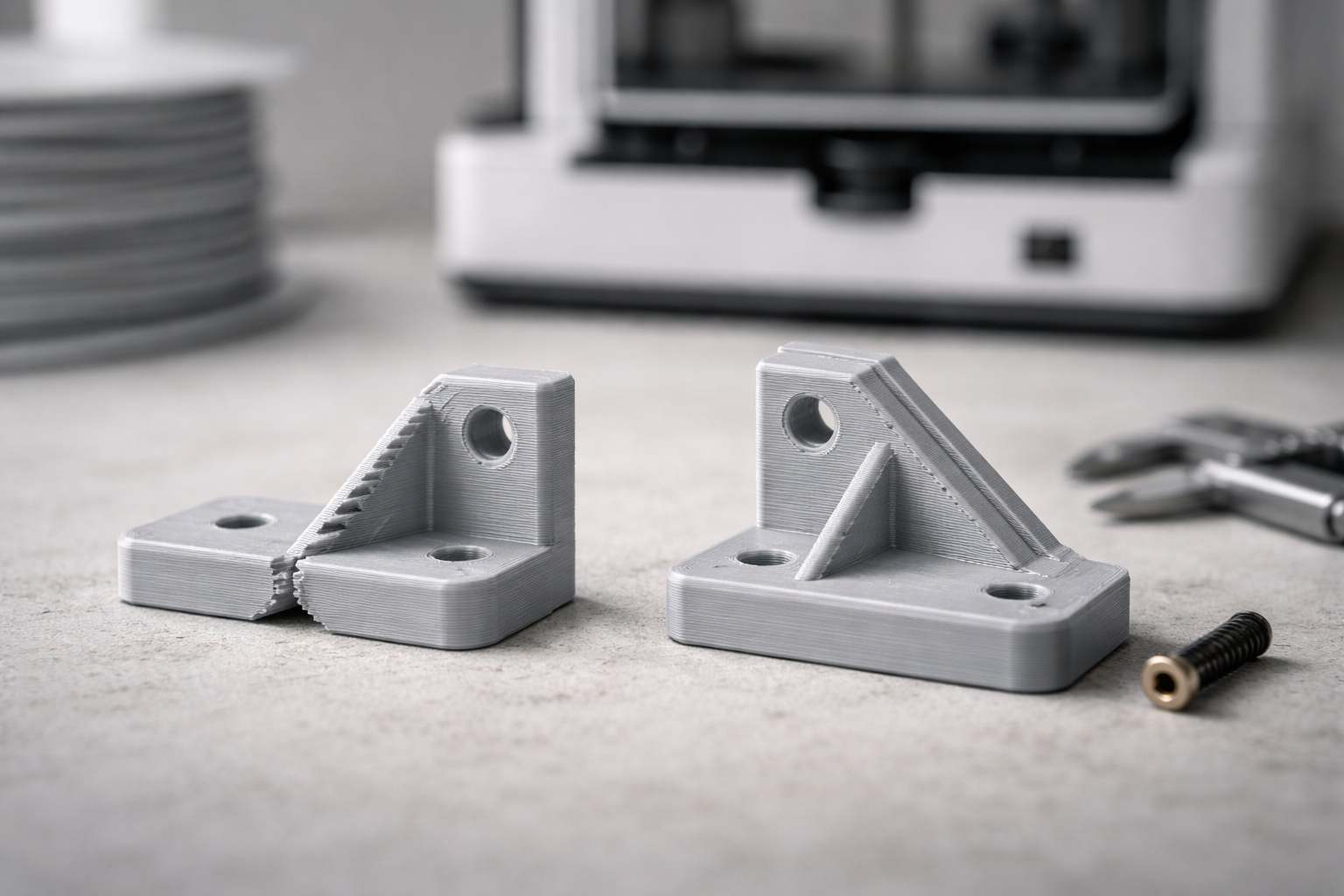
Eksempel: Et L-beslag til en hylde. Hvis du printer det fladt som et “L” på pladen, så vil lagene typisk ligge på tværs af den bøjning, der opstår ved væggen. Printer du det derimod så vinklen står op, kan du ofte få lagene til at løbe mere gunstigt i forhold til belastningen, selvom det kræver supports.
Trade-offs: support vs styrke
Ja, ofte betyder optimal styrke mere support, og mere efterarbejde. Jeg plejer at spørge mig selv:
- Er det her en kritisk del, der faktisk skal holde noget tungt eller dyrt?
- Er det bøvlet ved supports værre end bøvlet ved et nyt knækket beslag?
Hvis svaret på det første er ja, vælger jeg næsten altid styrkeorienteringen og lever med lidt mere support. Til pynt og let belastning går jeg efter mindst efterarbejde.
Det er her det er en fordel at kende sin printer godt. Hvis du har styr på hastighed vs kvalitet og supports, gør det mindre ondt at designe til optimal orientering.
Skruer, inserts og bosses – der hvor beslag ofte eksploderer
Hvis et beslag ikke knækker i et skarpt hjørne, er der høj sandsynlighed for, at det sker omkring et skruehul eller en boss.
Her er det ikke nok bare at lave et hul og køre en skrue igennem. Geometrien omkring hullet betyder meget for, om plasten flækker.
Vægtykkelse omkring skruer
Som startpunkt bruger jeg gerne:
- Gennemgående hul til træskrue: mindst 2-3 gange skrue-diameter i materialebredde rundt om hullet
- Boss (opstolpet hul): ydre diameter 2-2,5 gange huldiameter
Eksempel: Har du et hul til en 4 mm skrue i en boss, så sigt efter en ydre diameter på 8-10 mm og forbind bossen godt til en flade eller ribbe.
Lagretning i forhold til skrue
En anden klassiker: et stående rørformet beslag, der er printet så lagene er ringe rundt, og skruen trækker på tværs. Det kan flække som en træstub.
Hvis bossen eller skruehullet tager træk, så prøv at orientere delen så lagene løber langs trækretningen. Eller forbind bossen med kraftige ribber til resten af beslaget, så trækket ikke kun bæres af få lag.
Hvis du leger med heat-set inserts, har jeg haft glæde af at dykke noget dybere ned i det i en anden artikel om netop bosses og inserts. Hele pointen er den samme: lagretning og støtte rundt om hullet er alfa og omega.
Materialevalg – PLA vs PETG vs “der hvor det gør ondt”
Jeg vil ikke lave en kæmpe materialetabel her, men vi kan ikke snakke stærke beslag uden lige at røre materialet.
PLA er stift og kan faktisk være meget stærkt, men det er sprødt og ikke begejstret for varme. PETG er lidt mere sejt og tilgivende, men kræver styr på temperatur, ellers får du snask og dårlig lagbinding. Nylon og fyldte materialer er endnu sejere, men giver så deres egne udfordringer.
Hvis dine beslag knækker rent i materialet (ikke langs lagene), og du har styr på designet, kan det være tid at kigge på et mere sejt materiale. Til gengæld hjælper det ikke at skifte fra PLA til PETG, hvis dit design har knivskarpe indvendige hjørner og ringe lagretning. Så følger fejlen bare med over.
Skal beslaget ud i kulde, sol eller fugt, giver det mening at tænke over materialevalg til projektet helt fra start.
Mini-case: fra knækket vægbeslag til holdbar version på 20 minutter
Lad mig tage et konkret eksempel fra mit eget kælderværksted.
Jeg havde lavet et lille vægbeslag til et stykke elektronik. To skruer i væggen, et 90 graders knæk, og så en hylde hvor boksen stod. PLA, 30 % infill, 3 perimetre. Det holdt fint, lige indtil én af ungerne kom til at presse ned på boksen. Så sagde det “knæk” i hjørnet ved væggen.
Version 1 – den klassiske fejl
Fejlene i mit første design var lærebogseksempler:
- Skarpt indvendigt hjørne ved væggen
- Printet fladt som et “L” på pladen, så bøjningen skete på tværs af lagene
- Korte, tynde vægge omkring skruehullerne
Det så pænt ud på skærmen. Virkeligheden var mindre imponeret.
Version 2 – 20 minutters redesign med fokus på styrke
Jeg satte mig ned og lavede tre ændringer, uden at skifte materiale eller gå amok i infill:
- Indvendig radius i knækket ved væggen: 6 mm fillet i stedet for skarpt hjørne.
- Ribber under hylden: to 4 mm tykke ribber, der gik fra vægpladen ud under hylden, let afrundede ved overgangen.
- Flere perimetre: op fra 3 til 5 vægge i sliceren, infill stadig 30 %.
Printtid gik fra ca. 1 time og 40 minutter til 1 time og 55 minutter. Vægt steg omkring 15 %. Så ingen mursten.
Version 3 – orientering for ekstra sikkerhed
Efter at have testet version 2 (den holdt fint til normalt brug), lavede jeg en ekstra nørdet version til mig selv, bare for at se hvad orientering kunne gøre.
Her valgte jeg at printe beslaget stående på vægpladen, så hylden stak op i luften. Det krævede supports under hylden, men gav lagretning langs med bøjningen fra væg til hylde.
Resultat: Jeg kunne læne mig halvt ned på boksen uden knæk. Det er selvfølgelig ikke en videnskabelig test, men forskellen i “mavefornemmelse” var enorm. Og det var stadig PLA.
Hvordan du selv angriber dit næste beslag
Når jeg i dag designer stærke 3D-print beslag, kører jeg mere eller mindre denne lille mentale tjekliste:
- Hvor kommer belastningen fra, og i hvilken retning trækker den?
- Kan jeg dreje eller vende delen, så lagene ligger langs belastningen?
- Har jeg skarpe indvendige hjørner der bør have radier?
- Kan en eller to ribber gøre mere end 2 mm ekstra tykkelse over det hele?
- Er der skruehuller eller bosses, der har brug for mere gods omkring sig?
- Skal jeg hellere give den 2 ekstra perimetre end 20 % mere infill?
Det lyder måske som meget at tænke over, men efter et par projekter sidder det faktisk på rygraden. Lidt ligesom når du først har styr på kalibrering og finjustering af din printer. I starten er det en bevidst øvelse, senere er det bare noget du gør.
Tilbage til mit knækkede beslag
Det oprindelige PLA-beslag, der knækkede tre gange, hænger stadig på væggen i dag. Version 3 har overlevet både små skub, tungere elektronik og en midlertidig rolle som overtøjs-knage, da vi manglede en krog.
Forskellen var ikke magisk filament eller 100 % infill. Det var et par radier, et par ribber og en orientering, der spillede bedre sammen med lagene.
Næste gang et beslag knækker hos dig, så overvej lige at bruge 20 minutter i CAD, før du skruer infill op. Det er langt sjovere at lære af et knækket print end bare at printe en tungere version af den samme fejl.

Relaterede indlæg
Tilkoblet 3D-design og modeller, Printteknik og fejlfinding