5 valg der afgør om dit første lag sidder fast eller ødelægger din plade
– Første lag der ligner spaghetti midt i natten
– Prints der slipper i hjørnerne efter en time
– PETG der tager et hjørne af din PEI-plade med sig
– Fedtfingre på build-pladen, fordi du lige ville fjerne et print hurtigt
Hvis du nikkede til mindst et punkt, så er det her for dig.
1. Først: Har du for lidt eller for meget bed adhesion?
Folk siger tit: “Mit første lag hæfter ikke”. Men der er faktisk to helt forskellige problemer:
- For lidt adhesion: første lag slipper, warper eller bliver skubbet rundt
- For meget adhesion: printet sidder så hårdt fast, at du ødelægger pladen eller delen
For lidt adhesion – sådan ser det typisk ud
Her er vi i den klassiske spaghetti-zone:
- Første lag ser ujævnt ud, små huller mellem sporene
- Linjerne kan skubbes med fingeren, mens de stadig er varme
- Hjørner løfter sig i løbet af printet (warping)
- Hele printet flytter sig, og du finder en plastik-klump i hjørnet af sengen
I den situation skal du have mere greb mellem plast og build-plade. Rengøring, højere bed-temp, anden overflade eller en form for lim/tape.
For meget adhesion – når du hører lyden “av” inde i hovedet
Det her er den anden side af mønten:
- Du skal bruge voldsom kraft for at få printet af
- Du får hvide mærker, buler eller flækkede stykker i PEI-coatingen
- Glasplader kan få små chips i overfladen der hvor printet sad
- Printet knækker, før det slipper pladen
Det er især et tema med PETG og nogle typer nylon på PEI. Her skal du faktisk have et slip-lag mellem plasten og pladen, så de ikke binder kemisk.
Så før du overvejer limstift, 3DLac eller ny plade: Spørg dig selv “er mit problem for lidt eller for meget greb?”. Resten af artiklen bygger på det valg.
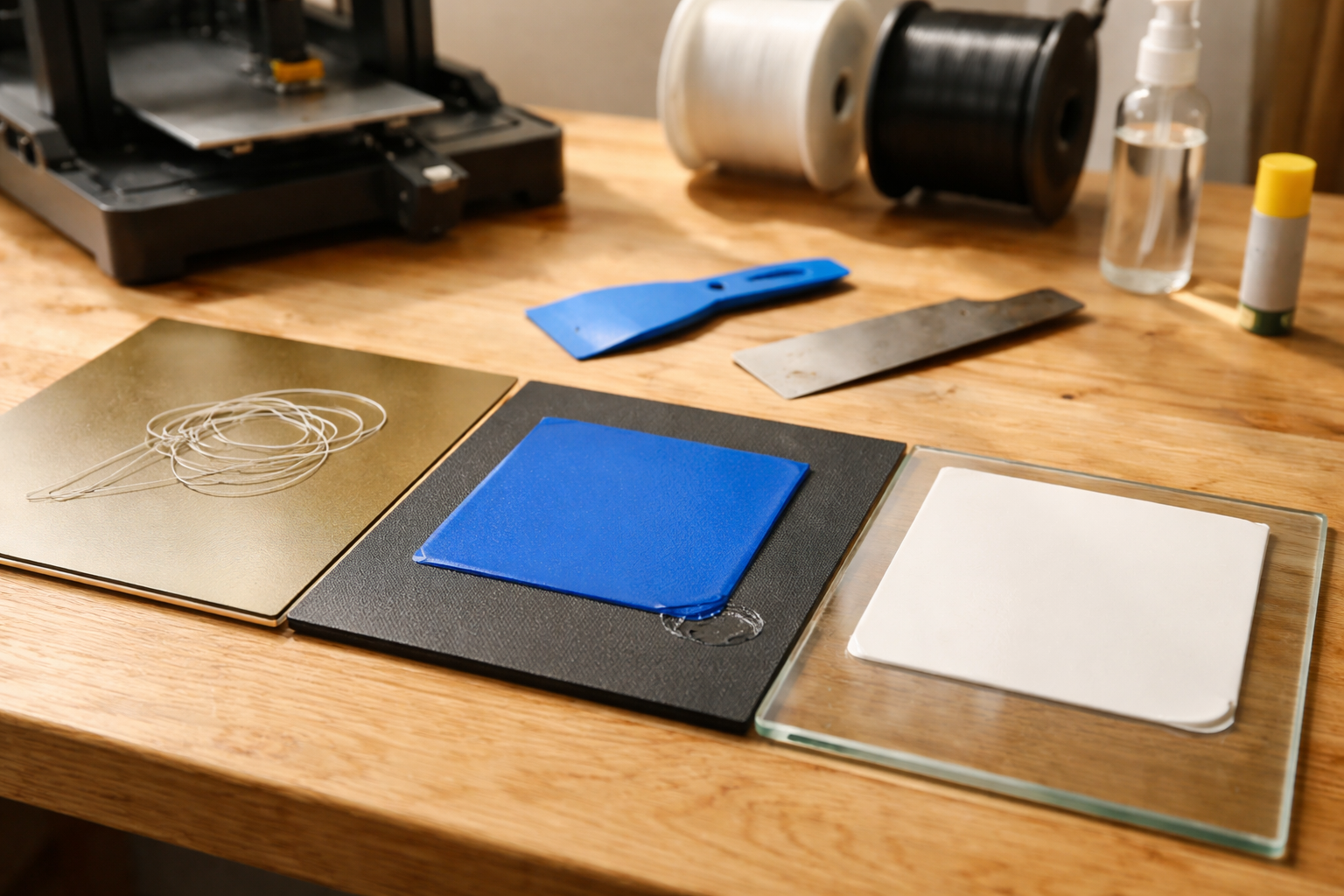
2. Build-plader: glat vs tekstureret vs glas
Build-pladen er fundamentet. Den bestemmer, hvor meget du behøver ekstra kemi på overfladen.
Glat PEI (sheet eller coated stålplade)
Glat PEI er det klassiske “meta-valg” til FDM:
- Rigtig god adhesion til PLA og PETG uden noget som helst, når den er ren
- Første lag bliver pænt og glat under bunden
- Print popper ofte af, når pladen er kold (eller næsten kold)
Ulempen: den er følsom. PETG kan bide fast, så du flår PEI-laget af, hvis du ikke laver slip-lag. Og fedtede fingre kan snyde dig til at tro, din z-offset er off, selvom det bare er en beskidt PEI-plade.
Tekstureret PEI
Tekstureret PEI har en ru overflade, der giver:
- Vildt god mekanisk låsning (plasten griber ned mellem “knopperne”)
- En mat, lidt grov bundstruktur på printet
- Ofte nemmere frigivelse, når pladen køler af, fordi der ikke binder helt så kemisk
Til PLA er det ofte snydenemt. Til PETG er det stadig farligt uden slip-lag, men lidt mindre end på glat PEI.
Glas (Borosilicate, spejl osv.)
Glas er det dramatiske bekendtskab:
- Super glat, så du skal ofte have lim, spray eller lignende
- Meget pæn bund, hvis første lag sidder rigtigt
- Kan slippe ret voldsomt, når det køler helt ned (nogle prints nærmest klikker af af sig selv)
Glas er ofte lidt mere tilgivende for ridser og misbrug, men mindre tilgivende for dårlig rengøring. Fingerfedt er din fjende, især med PLA.
Sammenligning: Hvad gør du hvornår?
| Situation | Glat PEI | Tekstureret PEI | Glas |
|---|---|---|---|
| PLA, små prints | Rengør, print direkte | Rengør, print direkte | Ofte limstift eller spray |
| PLA, store flader | Evt. lidt limstift | Rigtig godt valg | Limstift næsten altid |
| PETG | Slip-lag nødvendig | Stærkt anbefalet slip-lag | Limstift som slip-lag |
| ABS/ASA | PEI + kabinet er lækkert | Fungerer fint i kabinet | Glas + lim, men følsomt |
3. Lim, spray eller tape – hvornår giver hvad mening?
Der findes lige så mange “bed-adhesion hacks” som der findes 3D-print YouTube-kanaler. Lad os skære det ned til de tre mest relevante: limstift, 3DLac/haarspray og tape.
Limstift til 3D-printer – dit overraskende allround-værktøj
Den klassiske, lilla-glinsende skolelimstift. Ikke fancy, men effektiv.
Hvornår giver limstift mening?
- Som ekstra greb på glas til PLA og PETG
- Som slip-lag mellem PETG og PEI, så du ikke flår pladen op
- Til store flader der ellers warper
Hvordan bruger du limstift fornuftigt?
- Læg et tyndt, jævnt lag, ikke et tykt bjerg
- Smør kun der, hvor printet faktisk skal være
- Rens helt af i varmt vand med jævne mellemrum, så du ikke bygger en klumpet bakke op
Hvis dit spørgsmål er “limstift 3D-printer hvornår?”, så er mit svar: når du enten mangler lidt ekstra bid, eller når du bevidst vil have et lag imellem plast og plade.
3DLac vs limstift – hvad er forskellen i praksis?
3DLac og lignende spray er i bund og grund en spraybar lim, inspireret af hårspray, men lavet til print.
Fordele ved 3DLac:
- Nemt at lægge tyndt og jævnt på større flader
- Mindre “klumpet” følelse end limstift, især på glas
- Kan være hurtigere at forny mellem prints
Ulemper:
- Du har aerosoler i rummet, især træls i små lejligheder
- Kan sætte sig på mekanik, hvis du ikke er forsigtig
- Kræver ofte at du tager pladen af, før du sprayer
Jeg bruger selv limstift oftere end 3DLac, især fordi jeg printer i stuen. Hvis du allerede er i gang med at nørde mere ansvarlig brug af kemi og luft, så er spray nok noget, du vil begrænse.
Tape – blue tape, Kapton, malertape
Tape er lidt oldschool, men kan stadig redde dagen.
Hvornår giver tape mening?
- Billige printere med virkelig dårlig standard-plade
- Hvis du vil beskytte en plade midlertidigt fra PETG
- Til eksperimenter eller midlertidige løsninger
Blue tape på glas med PLA er en klassiker. Men det er bøvlet at skifte og kan give en lidt grim bund. Jeg vil ærligt sige: tape er min nødplan, ikke min primære løsning.
Slip-lag til PETG – bevidst “dårlig” adhesion
Med PETG på PEI vil du ofte
- Sikrer at første lag ikke warper
- Alligevel giver efter, når printet er færdigt og pladen køler
Her er limstift genial, ikke som “mere greb”, men som et kontrolleret slip-lag. Altså et tyndt lag, der binder svagere end ren plast direkte på PEI.
4. PEI plade rengøring – hvornår IPA, hvornår sæbe?
Rengøring lyder kedeligt. Men halvdelen af alle “første lag hæfter ikke” problemer starter med en fedtet plade.
IPA (isopropyl alkohol) – til det hurtige fix
IPA er god til:
- At fjerne fedtede fingermærker fra PLA-print
- Hurtig aftørring mellem prints
- At få støv og mindre snavs væk
Brug det sådan her:
- Pladen skal være kold eller kun lunken
- Hæld lidt IPA på en ren, fnugfri klud eller køkkenrulle
- Tør i cirkler, til du kan se, at overfladen “tørrer” jævnt
Varmt vand og opvaskemiddel – den dybe rengøring
En gang imellem er IPA ikke nok. Der bygger sig lag af lim, hudfedt og mikrosnavs op, der ikke bare forsvinder af en hurtig aftørring.
Sådan gør du:
- Tag pladen helt af printeren
- Brug varmt vand og en mild opvaskesæbe
- Gnid med en blød svamp eller klud (ingen ståluld)
- Skyld grundigt, så der ikke er sæberester
- Lad den lufttørre eller tør med en ren, ikke-fnugrende klud
Til glasplader gælder stort set det samme. Bare vær lidt mere forsigtig med temperaturchok.
Typiske rengørings-fejl
- Røre ved overfladen med fingrene
- Brug af husholdningsspray med voks eller parfume (det laver bare en film)
- Brug af skuresvamp, der ridser PEI
- Rengøre varm plade med IPA, så det fordamper halvvejs og efterlader skjolder
5. Materialer: PLA, PETG og ASA/ABS kræver forskellige valg
Materialet bestemmer hvor aggressiv du skal være med både kemi og temperatur.
PLA – stabilt, men følsomt for fedt
PLA er “den pæne elev”. Den vil egentlig gerne samarbejde, men mister hurtigt grebet, hvis pladen er fedtet.
Typiske PLA-problemer:
- Første lag hæfter ikke ordentligt i hjørnerne
- Små dele vælter ved skarpe bevægelser
- Over- eller under-extrusion i første lag, der ser ujævnt ud
Mit standard-setup til PLA:
- Glat eller tekstureret PEI, rengjort med IPA
- Bed-temp 55-65 °C afhængigt af filament
- Ingen limstift, medmindre det er en stor flade
Hvis du vil nørde videre i hvorfor PLA stadig kan drille, så hænger det ofte også sammen med extrusion og første lag-højde, som vi er inde på i artiklerne om kalibrering og finjustering.
PETG – hæftning vs at flå pladen i stykker
PETG kan føles som PLA med temperament. Det vil gerne hæfte. Nogle gange alt for gerne.
Typiske PETG-tegn på for lidt adhesion:
- Hjørner warper, især på større flader
- Første lag ser pænt ud, men løsner sig efter 10-20 lag
Typiske tegn på for meget adhesion:
- Printet er nærmest svejset til PEI
- Du hører små knitrelyde, når du forsøger at få det af
- Der mangler et lille stykke PEI, når du endelig får det løs
Hvordan undgår man at PETG ødelægger PEI?
- Brug limstift som slip-lag på PEI
- Lad pladen køle helt af, før du forsøger at fjerne printet
- Brug ikke ekstremt lave første-lag-højder (0,20 mm nozzle og 0,12 mm første lag er en dårlig kombi til PETG på PEI)
Hvis du også kæmper med snask og spindelvæv, så handler det mere om temperatur og retraction. Der har vi en hel artikel om PETG temperaturtricks og én om hvorfor PETG ikke warper “af sig selv”.
ASA/ABS – warping og behovet for kabinet og temperatur
ASA og ABS har en anden primær fjende: temperaturforskelle. Her er bed adhesion kun én del af ligningen.
Typiske ASA/ABS-problemer:
- Hjørner løfter sig dramatisk
- Lag splitter, fordi delene køler for hurtigt
- Store dele river sig løs halvvejs
Setup der giver mening:
- Glat eller tekstureret PEI, renset og evt. med et tyndt lag limstift
- Højere bed-temp (80-110 °C afhængigt af materiale)
- Kabinet, så del og bed ikke bliver kølet voldsomt af omgivelserne
Her giver det også mening at kigge på hele din printer-konfiguration under første lag og bed adhesion, for problemet er sjældent kun “sengen”.
6. Quick-fixes vs langsigtede fixes
Nogle problemer kan du smøre dig ud af. Andre kræver, at du tager fat i mekanik og indstillinger.
Quick-fixes (når du bare vil have printet ud nu)
- Smid et tyndt lag limstift på glas eller PEI
- Skru bed-temperaturen 5-10 °C op for PLA/ PETG
- Skru første-lag-hastighed ned (fx til 15-20 mm/s)
- Rengør pladen med IPA og prøv igen
Det er fint at bruge quick-fixes, når du står og har et vigtigt print. Men hvis hvert andet print kræver “nødløsning”, så er det tid til next level.
Langsigtede fixes (når du gider have ro i hverdagen)
- Sørg for en flad og stabil build-plade, evt. opgradering
- Lav et fornuftigt bed mesh og tjek at printerens mekanik er sund
- Kalibrer z-offset ordentligt, ikke bare på følelsen
- Få styr på første lag i sliceren: bredde, flow, hastighed
Der er allerede en god artikel om, hvordan et bed mesh kan dække over en skæv printer, så hvis du føler, at du laver mesh igen og igen uden at det hjælper, så start der.
7. Beslutningstabel – “Mit problem” til “Prøv det her først”
Her kommer den del, jeg selv ville ønske, jeg havde haft, da mit første lag lignede lasagneplader.
| Mit problem | Plade / materiale | Prøv dette først |
|---|---|---|
| Første lag hæfter ikke i hjørnerne | PEI + PLA | Rengør med IPA, sæt bed til 60 °C, sænk første-lag-hastighed |
| Små PLA-dele vælter midt i print | PEI eller glas | Lav bredere brim (5-8 mm), skru hastighed ned de første par lag |
| Store PLA-plader warper | Glas | Brug limstift eller 3DLac, øg bed-temp 5-10 °C, tilføj brim |
| PETG sidder fast som limet | Glat/tekstureret PEI | Påfør tyndt lag limstift som slip-lag, lad pladen køle helt af før fjernelse |
| PETG warper i hjørnerne | Glas eller PEI | Højere bed-temp (70-80 °C), limstift under hjørnerne, tæt kabinet eller vindstille |
| ABS/ASA løfter sig hurtigt | PEI | Brug kabinet, hæv bed til 90-100 °C, brug limstift og brim |
| Print revner pladen eller tager coating med | PEI + PETG/ABS | Næste gang: slip-lag (limstift), højere første-lag-højde, lad pladen køle helt ned |
| Første lag varierer i højde rundt på pladen | Alle | Tjek bed leveling og gantry, lav nyt bed mesh, rens pladen |
| Del slipper midt i print uden grund | Alle | Tjek om dysen rammer printet, om pladen kan bevæge sig, og om du har tilstrækkelig brim/raft |
| Første lag ser mast ud i den ene side og løs i den anden | Alle | Tjek om X-aksen hænger skævt, juster z-offset og gen-level |
8. Første lag vs resten af din workflow
Bed adhesion føles som et lille hjørne af 3D-print, men det styrer din psykiske tilstand mere end du tror. Et dårligt første lag er tabte timer, spildt filament og irriterende midnats-checks.
Derfor giver det mening at tænke bed adhesion ind sammen med dine øvrige fejl-fix rutiner. Mange af os, der nørder printteknik og fejlfinding, ender med faste vaner: hurtig rengøring, kort visuelt tjek af første lag og et par kendte nødløsninger, vi kan skyde ind.
Du behøver ikke det perfekte setup fra dag ét. Men du kan bevidst vælge:
- En plade, der passer til det du faktisk printer mest
- En type “kemi” (lim/spray), du har det ok med at bruge jævnligt
- En rengøringsrutine, der ikke føles som et projekt hver gang
Det ene råd du skal tage med
Vælg én standard-kombination af plade + rengøring + eventuel lim til hvert materiale, og brug den konsekvent, indtil første lag er kedeligt stabilt.

Relaterede indlæg
Tilkoblet Første lag og bed-adhesion, Materialer og filament