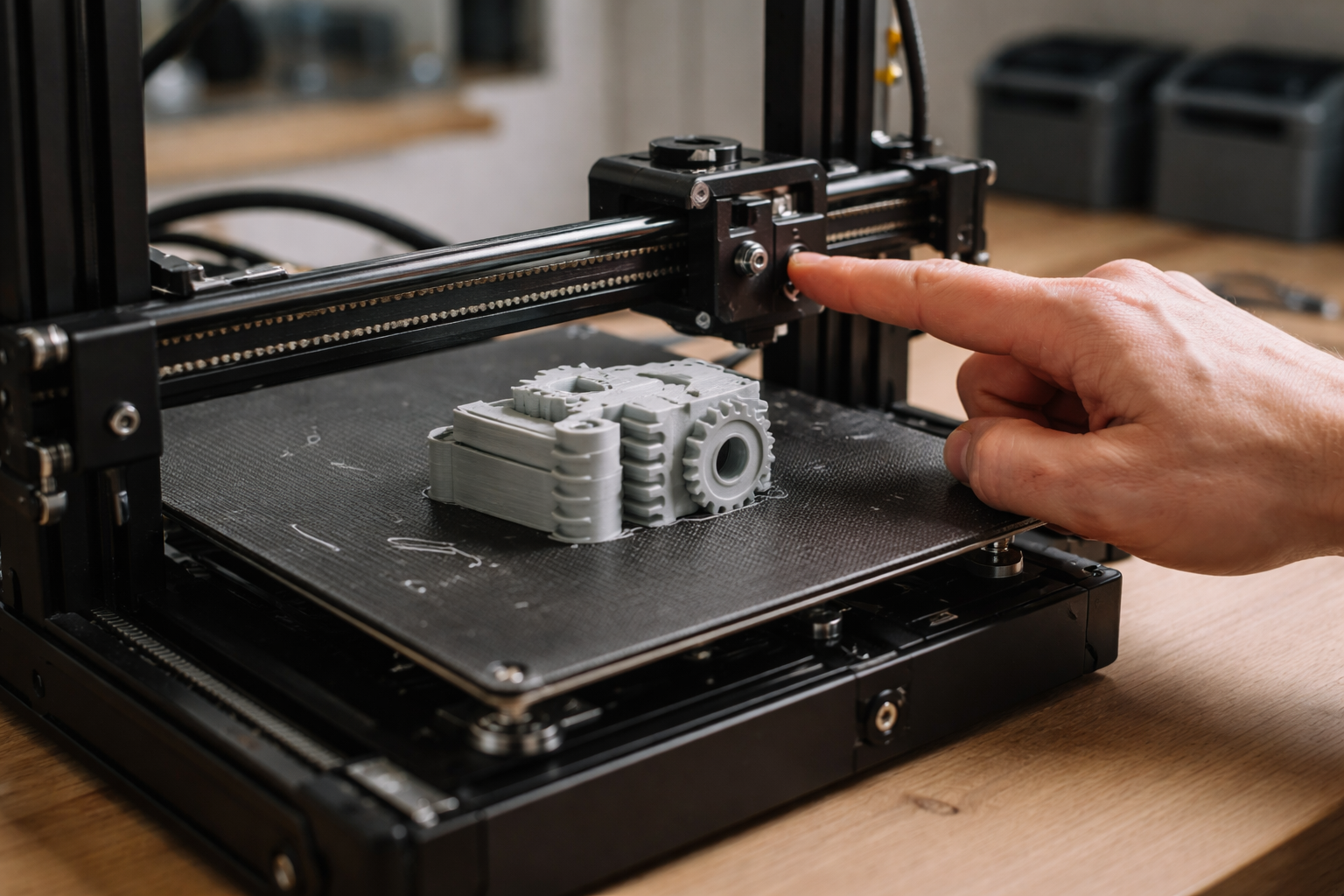
Da mit print hoppede et spor
Det øjeblik hvor hele modellen flyttede sig
Jeg indrømmer det lige: første gang jeg fik layer shift, troede jeg sliceren var besat.
Jeg havde sat et 8-timers print over. En pæn lille gearkasse til et Arduino-projekt. Alt så fint ud ved sengetid. Næste morgen stod der et moderne kunstværk på pladen. Halvvejs oppe havde hele printet taget et hop til siden, som om nogen havde skubbet modellen med fingeren.
Jeg gjorde det klassiske: skruede bare ned for hastigheden, startede forfra og håbede. Samme fejl. Samme højde.
Det var først, da jeg begyndte at tænke mere som “diagnose” og mindre som “gætteri”, at jeg fik styr på det. Og det er den rejse, vi skal igennem nu: fra “hvorfor flytter mit print sig?!” til “ah, det er den dér grub screw”.
Første skridt: Hvilken type layer shift har du egentlig?
Inden du finder værktøj frem, skal du klassificere fejlen. Det lyder lidt kedeligt, men det sparer dig for at spænde alt for hårdt, smøre alt for meget og bestille unødige reservedele.
Kig på printet og svar på tre ting:
- Skete det én gang eller flere gange?
- Er forskydningen kun i X, kun i Y eller i begge retninger?
- Sker det ved samme højde hver gang, eller tilfældigt?
Det giver dig allerede et fingerpeg:
- Én enkelt forskydning peger ofte på kollision eller et enkelt “tabt” step.
- Gentagne forskydninger peger mere på løse remme, pulleys eller for hårde indstillinger.
- Samme Z-højde hver gang skriger på noget, der hænger fast: kabel, filament, spool eller en bestemt geometri.
Parkér lige de observationer i baghovedet. Vi bruger dem om lidt til at vælge rækkefølge.
15-minutters quick check uden værktøj
Inden du begynder at skille printeren ad, kan du lave tre hurtige tests. De kræver hverken unbrakonøgle eller måleur. Kun dine hænder og øjne.
1. Kollisionstest: Har dysen ramt noget?
Hvis du ser et enkelt, tydeligt hop i modellen, er kollision en god kandidat. Dysen rammer fx en support, en opkrøllet kant eller en klat filament og bliver “skubbet” ud af kurs.
Kig på lagene lige under forskydningen:
- Er der store overhæng eller bridges der ser lidt slaskede ud?
- Er der support-strukturer meget tæt på væggen?
- Ser du små opkrøllede hjørner eller hævede områder?
Hvis ja, så prøv det her på næste print:
- Sænk print-hastighed for ydre vægge til fx 25-30 mm/s.
- Skru blæseren lidt op, især til PLA, så overhæng ikke hæver sig.
- Giv support lidt mere afstand til modellen (support XY distance 0.3-0.5 mm).
Og helt lavpraktisk: kig på dine supportstrategier. Mange slicere har “support on build plate only”, som kan fjerne en hel skov af ubrugelige support-klodser oppe i luften.
2. Rem-test: Kan du skubbe vognen med én finger?
Sluk printeren. Tag fat i printvognen på X-aksen og skub den stille frem og tilbage.
Spørg dig selv:
- Kan jeg skubbe den med én finger uden hak og modstand?
- Hopper den lidt, eller føles det som tandhjul der hakker?
- Blafrer remmen helt vildt, når du skubber hurtigt?
Samme øvelse på Y-aksen ved at skubbe beddet. Den skal føles jævn, lidt fjederblød, men ikke slatten.
Finder du hak, ujævn modstand eller en rem der er så løs, at den rører ved ting, den ikke burde, så har du allerede en stærk mistanke.
3. Varme og elektronik: Lugter det lidt brændt?
Efter et langt print der er gået galt, så prøv lige at mærke:
- Er stepper-motorerne meget varme (så varme at du ikke kan holde fingeren på dem mere end 2-3 sekunder)?
- Har du et kabinet uden ordentlig luftcirkulation omkring elektronikken?
Overophedede stepper-drivere kan miste steps, så pludselig flytter modellen sig. Særligt på billige boards uden ordentlige køleprofiler eller blæsere.
Hvis motorer og elektronik føles som en lille radiator, vender vi tilbage til dig i afsnittet om strøm og køling.
Pulley og motoraksel: Den lille grub screw der ødelægger det hele
Nu til den fejl, jeg personligt har spildt mest filament på: en løs grub screw på pulleyen.
De fleste FDM-printere har en lille tandet remskive (pulley) på motorakslen. Den sidder fast med en mikroskopisk unbrakoskrue, der klemmer mod en flad side på akslen. Hvis den skrue løsner sig bare en anelse, kan akslen dreje uden at tage pulleyen helt med.
Symptomerne er ofte:
- Gentagne layer shifts i samme retning på X eller Y.
- Shifts der ikke helt virker tilfældige, men heller ikke 100 % periodiske.
- Du kan høre små “klonk” eller slip-lyde ved hurtige bevægelser.
Sådan tjekker du den på 5 minutter:
- Sluk printeren og flyt vognen til midten, så du kan komme til.
- Find pulleyen på den mistænkte akse (typisk ved motoren).
- Hold forsigtigt fast i pulleyen med fingrene.
- Prøv at skubbe vognen langs aksen.
Hvis du kan få vognen til at bevæge sig uden at mærke motorakslen dreje med, eller du kan dreje pulleyen lidt uden at vognen følger, er den skyldig.
Løsning:
- Find en pasende unbrakonøgle.
- Skru grub screw’en helt ud, tjek om spidsen er slidt.
- Drej pulleyen, så skruen presser på den flade side af motorakslen, ikke den runde.
- Stram godt, men uden at fra-skinne unbrakonøglen.
Hvis skruen har det med at løsne sig igen, kan du give et mikroskopisk dryp medium styrke gevindlim. Ikke superlim. Rigtig gevindlim.
Remme: For stram, for løs eller bare træt?
Remmene er din printer-mekaniks elastik. For løs, og du får slør og layer shifts. For stram, og motorer og hjul lider, indtil de også laver fejl.
Det er lidt en fornemmelsessag, men der er nogle gode tommelfingerregler.
Sådan føles en “ok” rem
Tryk let på remmen midt på spændet med en finger:
- Den skal give sig lidt, men ikke så meget, at du kan trykke den helt ned til akslen.
- Når du plukker den let, skal den sige et kort, tydeligt “twang”, ikke en slatten “flap”.
- Den må ikke være så stram, at det er svært at dreje motorakslen med fingrene (når printeren er slukket).
Hvis du mærker små hak, når du skubber vognen, kan remmen også løbe skævt over remhjulet. Tjek om den forsøger at kravle op ad flangen, når du bevæger aksen.
Hvornår remmen bør skiftes
Remme bliver trætte. Særligt hvis printeren står varmt, eller du har haft dem meget stramme.
Tegn på at det er på tide med en ny:
- Små revner på bagsiden (den glatte side).
- Tydelige, ujævne tænder eller “flossede” kanter.
- Du skal hele tiden spænde mere op for at undgå slør.
En ny GT2-rem koster ikke alverden. Hvis du alligevel er nede og rode ved mekanikken, er det ofte det nemmeste bare at skifte, i stedet for at kæmpe med en udtjent rem.
Friktion på aksen: Hjul, rails og lejer
Hvis layer shifts ofte kommer samme sted i modellen, når vognen er nået ud i et bestemt hjørne, kan det være friktion eller mekanisk binding.
Her er forskellen på, hvordan de tre typiske systemer føles i hånden:
V-slot hjul (klassisk Creality-style)
Du har små plastik- eller POM-hjul, der kører på alu-profiler.
- Hvis du kan rokke vognen en smule uden at hjulene drejer, er ekscenterskruerne for løse.
- Hvis hjulene ikke kan dreje frit, eller du kan se flade pletter på dem, er de for stramme eller slidte.
- Skub vognen langsomt fra ende til ende. Føles der et bestemt punkt, der “hakker” eller binder, så er der sandsynligvis et hjul, der har taget skade.
Her kan du med fordel kigge forbi kategorien kalibrering og finjustering, hvis du vil dykke mere ned i mekaniske tweaks.
Linear rails
De skal føles silkebløde. Ingen hak, ingen grind.
- Hvis du mærker “sand” inde i dem, er det tid til rens og smøring.
- Hvis skinnen er skævmonteret, kan vognen binde ude i yderpositionerne.
Rens forsigtigt med isopropylalkohol, tør af og giv et tyndt lag passende fedt. Ikke en halv tube, bare et tyndt slør.
Runde aksler med lineære lejer
Her er det ofte lineære lejer, der er synderen.
- Hvis du kan høre en raslende, metallisk lyd, eller vognen hakker, kan et leje være knækket eller slidt.
- Prøv forsigtigt at dreje akslen lidt. Hvis bindingen flytter sig, er det selve lejet, der er skadet.
Hastighed, acceleration og jerk: Når sliceren beder om for meget
Hvis du har skruet godt op for blusset efter at have læst om “speedrunning” på sociale medier, kan layer shifts simpelthen være fordi motorerne bliver bedt om mere, end de kan levere.
Det ses især på:
- Hurtige, små bevægelser mellem detaljer.
- Høje accelerationsværdier (fx 3000-5000 mm/s² på en ellers standard-printer).
- Printere uden input shaping, hvor vibrationer bare får lov at leve deres eget liv.
Start med at kigge i sliceren:
- Sæt max hastighed for walls til 40-60 mm/s, infill 80 mm/s som udgangspunkt.
- Sænk acceleration til 1000-1500 mm/s² globalt, hvis du har skruet voldsomt op før.
- Sænk “jerk” eller “junction deviation”, hvis du har pillet ved dem uden helt at vide hvorfor.
Nogle firmware-typer (fx Klipper) har mere avancerede muligheder, men grundidéen er den samme: hvis motoren mister grebet om positionen i et hjørne, får du forskudte lag.
Hvis du er nysgerrig på samspillet mellem hastighed og printkvalitet, er det værd at læse om hastighed vs kvalitet og fx input shaping, som kan tage noget af presset.
Overophedning og strøm: Når elektronikken giver slip
Selv med perfekte remme og mekanik kan du få layer shift, hvis stepper-drivere eller motorer overopheder eller er sat forkert op.
For høj strøm til motorerne
Stepper-drivere har en strøm-indstilling (Vref eller tilsvarende), der afgør, hvor meget saft motoren får.
- For lav strøm: motoren har ikke kraft nok, mister steps ved modstand.
- For høj strøm: motor og driver bliver varme, og driveren kan termisk throttre eller lukke ned i korte øjeblikke.
Mange moderne printere har det fint direkte fra fabrikken, men hvis du har skiftet board eller motorer, eller skruet på Vref uden helt at vide hvad du lavede, er det værd at dobbelttjekke producentens anbefalinger.
Køling af elektronikken
Hvis du har bygget et fint, tæt kabinet omkring printeren, men glemt at tænke på elektronikken i bunden, kan du i praksis bage stepper-driverne langsomt.
Tegn på at kølingen halter:
- Layer shifts opstår først efter lange prints.
- De sker lidt tilfældigt, ikke nødvendigvis ved en bestemt højde.
- Controller-boksen føles meget varm udvendigt.
Løsning her er sjældent fancy:
- Sørg for luftcirkulation omkring controlleren.
- Tjek at de små blæsere faktisk spinner, og at luftvejene ikke er fyldt med støv.
- I et tætsluttet kabinet kan en separat lille blæser, der trækker kold luft ind nedefra, gøre meget.
Når layer shift altid sker ved samme Z-højde
Hvis dine forskudte lag altid kommer omkring 35 mm oppe. Eller 72 mm. Eller altid når modellen når toppen af en bestemt form, så kigger vi et andet sted hen: ting der trækker eller hænger fast.
Kabler der strammer i yderpositioner
Følg kablerne til hotend, bed og sensorer med øjnene:
- Hænger kablet i en stram bue, når vognen er yderst til venstre eller højre?
- Er der strips, der er trukket for hårdt, så kablet ikke kan bevæge sig frit?
- Ramler kablet ind i noget andet på printeren eller kabinettet?
En god test: sluk printeren, flyt vognen igennem hele området med hånden, mens du holder let på kablet. Føl om det strammer et sted.
Filament og spool der hænger fast
Det her er en klassiker, som ingen vil indrømme første gang: filamentet sidder fast bag spolet, spool-holderen kører elendigt, eller der er lavet en knude på spolen fra fabrikken.
Tegn på det:
- Layer shift sker altid, når spolen er ved at være halvtom eller næsten tom.
- Du kan se, at filamentet skærer sig ned i lagene på spolen og “hopper” fri en gang imellem.
Test:
- Print noget enkelt og højt i 10-15 minutter.
- Stil dig ved siden af spolen.
- Hold let på filamentet mellem spool og extruder.
Hvis du tydeligt kan mærke små ryk eller hårdt træk, hver gang extruderen tager fat, har du fundet en fejlkilde.
Løsning kan være:
- Bedre spool-holder med kuglelejer.
- Filament-guide, så vinklen ind til extruderen bliver mindre skør.
- At rulle 5-10 meter filament af og vikle det om igen, hvis der er en skjult knude.
Din fixe rækkefølge: Hvad du skal tjekke først
Nu har vi været rundt om de typiske årsager. Spørgsmålet er: hvordan angriber du det systematisk, så du ikke justerer alt på én gang og ikke aner, hvad der hjalp?
Trin 1: Klassificér fejlen
Brug dit seneste mislykkede print:
- Én gang eller gentagne gange?
- Samme Z-højde eller tilfældigt?
- Kun X, kun Y eller begge?
Notér det ned. Ja, rigtigt. På et papir eller i din telefon.
Trin 2: De hurtige, gratis checks
Inden værktøjet kommer frem:
- Kollision: hævede hjørner, support tæt på vægge, store overhæng lige før shift.
- Finger-test af remme og glid: kan du skubbe begge akser let og jævnt?
- Spool og kabler: hænger noget fast, når vognen er i yderpositioner?
Hvis du allerede finder en tydelig synder her, så fix den, print en simpel test (fx en høj 20×20 søjle) og se, om det er væk.
Trin 3: Mekanik med værktøj
Hvis problemet stadig er der, går du videre til værktøjsdelen:
- Tjek og stram grub screws på X- og Y-pulleys.
- Justér remspænding til en sund midtervej.
- Kontroller hjul, rails og lejer for hak og binding.
Én justering ad gangen, ét testprint mellem hver. Ja, det er kedeligt. Til gengæld lærer du din printer at kende, i stedet for bare at gætte.
Trin 4: Indstillinger i slicer og firmware
Nu er du nede i softwaren:
- Sænk hastighed og acceleration til moderate værdier.
- Nulstil eventuelle “crazy” jerk/junction-indstillinger, du har eksperimenteret med.
- Overvej om et stort projekt midlertidigt skal køres lidt langsommere, til du er helt sikker på stabil mekanik.
Her kan det også være værd at kigge på dine andre fejltyper. Hvis du fx kæmper med ringing i hjørner, kan artiklen om ringing og input shaping hjælpe dig med at trimme uden at overbelaste mekanikken.
Trin 5: Overvej udskiftning af dele
Først her begynder vi at snakke dele for alvor:
- Langt brugte eller tydeligt slidte remme.
- Pulleys, hvor grub screw ikke længere bider ordentligt.
- Hjul eller lejer, der hakker på trods af justering.
Hvis du er den udprægede lejligheds maker der printer nogle få ting om måneden, holder standarddelene typisk længe. Printer du derimod dagligt eller små serier, er det ikke urimeligt at skifte remme og et par hjul en gang imellem.
Hvornår du skal tænke større end bare layer shift
Nogle gange er layer shift bare det første symptom på, at din printer trænger til et generelt serviceeftersyn.
Hvis du ud over forskudte lag også kæmper med ujævne dimensioner, ringing, mystisk under- og over-ekstrudering og generel ustabilitet, så er det måske tid til at tage den store “mekanik- og motion-dag”.
Det behøver ikke være et kæmpe projekt, men at sætte et par timer af til at gå hele bevægelsessystemet efter, evt. med en lille diagnose tjekliste, kan gøre mere for dine prints end endnu en tur i slicer-menuerne.





Haha, troede også sliceren var besat, da jeg skulle printe en reservedel til min søns legetøjsbil, det endte som et ABSTRACT kunstværk, jeg sad og stirrede mens kaffen blev kold, det mindede mig om da vi malede køkkenet og alt blev skævt 😂