Vælg dit gevind med vilje – ikke med håb og et kryds i lommen
“Hvorfor er det her hul allerede ødelagt? Jeg har jo kun skruet i tre gange.”
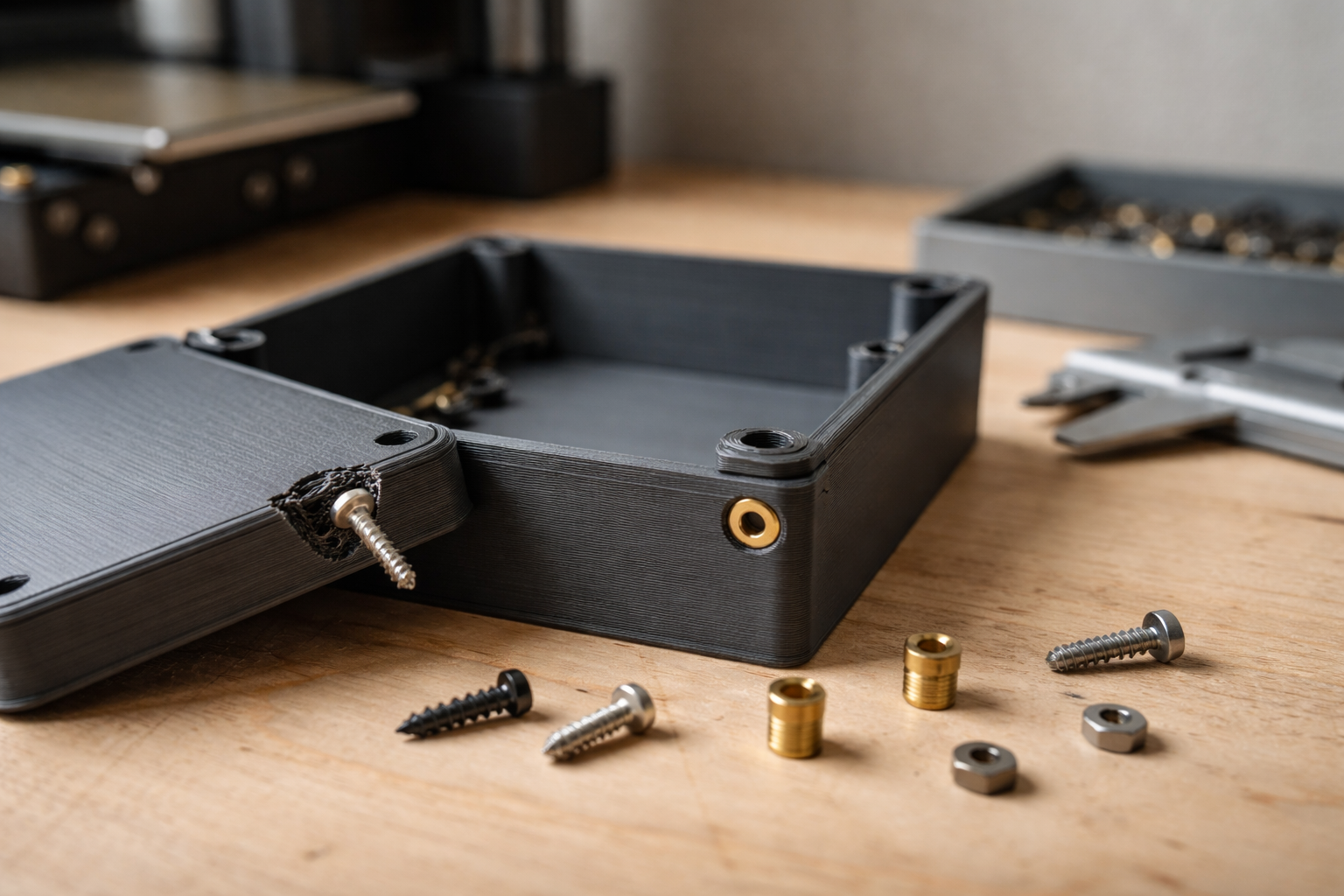
Det var min kollega der stod med låget til et hjemmeprintet elektronik-kabinet og kiggede opgivende på mig. Skruebossen var sprækket, gevindet var udsmattet, og låget sad nu fast med én ensom skrue i det andet hjørne.
Hvis du har lavet funktionelle prints lidt tid, har du sikkert været der. Jeg har i hvert fald. Mange gange. Gevind i 3D-print ser simpelt ud i CAD, men opfører sig helt anderledes i PLA og PETG end i metal.
I stedet for at gætte vil jeg vise dig, hvordan du kan vælge mellem tap, skruer direkte i plast, heat-set inserts og indstøbte møtrikker ud fra nogle få, konkrete krav.
Start med kravene – hvor hårdt og hvor ofte bliver der skruet?
Inden du begynder at tegne bosser og lede efter inserts på hylden, skal du svare ærligt på to ting:
- Hvor mange gange skal du skrue i og ud gennem levetiden?
- Hvor meget belastning skal samlingen tage (træk, forskydning, slag)?
Det lyder banalt, men det er her de fleste fejl starter. Man giver et kabinet til noget elektronik samme løsning som et beslag til en hængekøje. Det går sjældent godt.
Mit lille gevind-skema i hovedet
Jeg bruger i praksis en mental tabel. Du kan sagtens stjæle den:
- 0-5 samlinger, lav belastning: Træks aflastet, ingen vilde kræfter. F.eks. et dæksel til en fjernbetjening. Her kan du ofte leve fint med skruer direkte i plast.
- 5-50 samlinger, moderat belastning: Kabinetter du åbner af og til, beslag der justeres lidt. Her begynder jeg at vælge tap eller bedre bosser og evt. større skruer.
- 50+ samlinger, reel belastning eller dyrt indhold: Alt hvad der skal kunne skilles ad mange gange, eller hvor et brud er irriterende eller dyrt. Her kigger jeg seriøst på inserts eller indstøbte møtrikker.
Så har du så lige materialet oveni. PLA er sprødt og tilgiver meget lidt. PETG og ABS/ASA klarer gevind bedre. Hvis du allerede arbejder med funktionelle ting, giver det mening at kigge på materialevalg til funktionelle projekter i det hele taget.
Skru direkte i plast – hvornår “good enough” faktisk er godt nok
Den hurtigste løsning er at skrue direkte i det 3D-printede hul. Ingen tap, ingen indsatser, bare en skrue og en skruetrækker.
Det kan fungere overraskende fint, hvis du gør det med omtanke.
Tre typiske scenarier for skruer i plast
- Selvskærende skruer til plast: De har en speciel gevindprofil, der skærer og former gevindet i plasten uden at flække den lige så let. De er gode til PLA og PETG, hvis du ikke skal skrue tusind gange.
- Små træskruer: Virker faktisk ok i tykke bosser, især i PLA. De er ikke kønne, men de bider sig fast. Brug dem ikke i meget tynde vægge.
- Maskinskruer i “selvskåret” gevind: Du laver et lidt for lille hul og tvinger en M3 eller M4 skrue i første gang. Det kan gå, men det er let at overgøre og sprænge bossen.
Sådan vælger du huldiameter til direkte skrue
En hurtig tommelfingerregel til formskruer og små træskruer:
- Start med et hul der er 60-75 % af yderdiameteren på skruen.
- Print en lille testblok med 3-4 huller i forskellige diametre og prøv skruen af.
- Justér 0,1 mm op eller ned til du kan mærke god modstand, uden at plasten flækker.
Eksempel: En skrue med 3 mm yderdiameter. Start med 1,8 mm, 2,0 mm og 2,2 mm huller i din test. I PLA vil 2,0 mm tit være et godt bud. I PETG kan du nogle gange gå lidt lavere.
Hvornår direkte skrue er et dårligt valg
Jeg går ikke den vej, hvis:
- Delene skal adskilles hver uge eller oftere.
- Der hænger noget tungt i skruerne, fx en hylde eller et beslag.
- Bossen er lille og tynd, eller sidder tæt på kanten af emnet.
Her er du meget tættere på scenariet fra starten, hvor bosserne sprækker efter nogle få samlinger. Hvis du kan mærke dig selv tænke “mon det går”, så er svaret ofte nej.
Tappe gevind i 3D-print – hvornår det giver mening
At tappe gevind betyder, at du skærer et rigtigt gevind inde i hullet med et stykke værktøj (en tap). Det er en fin mellemvej mellem helt billigt og meget stabilt.
Jeg bruger det især i to situationer:
- Når jeg vil bruge standard maskinskruer (M3, M4, M5).
- Når delen kan leve med begrænset antal samlinger, men skal føles lidt mere “rigtig” end skruer i rå plast.
Materialer der egner sig til tap
PLA kan godt tappes, men det flækker let hvis du presser for meget.
- Bedst: PETG, ABS, ASA, PC-blends. De er lidt seje og fleksible.
- OK: PLA, PLA+ hvis du er forsigtig og giver bossen god tykkelse.
- Dårligt: Super sprøde eller fyldte materialer (meget fiberfyldt PLA, billig skør PLA).
Huldiameter til tap i 3D-print
Du kan fint tage udgangspunkt i normale tabeller for kernediameter, men jeg går tit 0,1 mm større i 3D-print for ikke at overbelaste plasten.
Eksempler (mit eget udgangspunkt):
- M3: klassisk kernediameter 2,5 mm. I print bruger jeg tit 2,6 mm.
- M4: klassisk 3,3 mm. I print laver jeg gerne 3,4 mm.
- M5: klassisk 4,2 mm. I print 4,3 mm.
Det gør gevindet en anelse løsere, men til plastdele er det sjældent et problem.
Sådan tapper du uden at flække bossen
Et lille trin-for-trin, som har reddet mig mange gange:
- 1. Print med mindst 3 perimetre rundt om hullet, så gevindet ikke kun sidder i infill.
- 2. Brug en håndtap, ikke skruemaskine. Langsomt, kontrolleret.
- 3. Drej 1-2 omgange frem, en halv omgang tilbage for at bryde spånerne.
- 4. Stop hvis du kan mærke voldsom modstand. Træk tappen ud, rens, prøv igen.
Hvis du opdager, at gevindet stadig er for stramt, så bor 0,1 mm op og tap igen. Hellere det end én flot, sprækket boss.
Heat-set inserts – metalgevind uden kæmpe maskinpark
Heat-set inserts er små messingbøsninger med gevind, du smelter ned i plasten med en loddekolbe. De giver stærke, gentagne samlinger, der føles som “rigtige” metalgevind.
Jeg bruger dem i alt fra hjemmelavede elektronikbokse til brætspilsindlæg, hvor låg skal af og på hele tiden. Hvis du vil lege i samme boldgade, er kategorien parametrisk og funktionelt design i øvrigt guld værd.
Hvorfor inserts er så stærke
To ting gør forskellen:
- Metallet tager selve gevind-belastningen.
- Den rillede overflade på insertet låser det fast i plasten, så trækket fordeles.
Resultat: Du kan skrue i og ud 100+ gange, hvis resten af designet følger med.
Typiske fejl med heat-set inserts
De fleste problemer, jeg ser (inkl. mine egne gamle prints), handler ikke om selve insertet, men om geometrien rundt om.
- Bossen er for tynd: Væggen omkring hullet er kun 1-1,5 mm tyk. Når du presser det varme insert i, sprækker plasten.
- Ingen støtte under insertet: Der er hulrum eller sparrings lige under, så insertet synker skævt ned.
- For lille hul: Man prøver at tvinge insertet i med vold i stedet for varme. Det ender sjældent kønt.
Designregler til heat-set inserts der faktisk holder
Jeg holder mig nogenlunde til de her tommelfingerregler:
- Vægtykkelse omkring insert: Minimum 0,8-1 x insertets yderdiameter i væg. Har du et 5 mm insert, så giv mindst 4-5 mm plast ud til siden.
- Huldiameter før indsmeltning: Kig i databladet for dine inserts. Mangler du det, så tag insertets kerne (uden riller) og læg 0,1-0,2 mm til.
- Støtte under bunden: Giv mindst 1 lag massiv plast under insertet. Ingen store huller direkte under.
- Fillet ved overgang: En lille runding (1-2 mm) ved foden af bossen fordeler spændinger bedre end en skarp kant.
Sådan monterer du dem, uden at ende med smattede bosser
Min metode er relativt kedelig, men den virker:
- Brug en loddekolbe med en spids, der nogenlunde passer til insertets indre diameter.
- Varm op til ca. 220-260 °C for PLA/PETG (lidt lavere for PLA, højere for ABS).
- Sæt insertet let i hullet, og pres meget langsomt ned med loddespidsen.
- Stop, når insertets overflade flugter eller lige er en anelse under overfladen.
- Lad det køle helt af, før du skruer i første gang.
Hvis du opdager, at plasten koger og bobler, er du for varm eller for langsom. Øv dig på en simpel testklods først.
Indstøbte møtrikker og møtrikfælder – når du vil have maksimal styrke
Indstøbte møtrikker er den lidt grovere, men meget effektive løsning: Du designer en lomme til en standardmøtrik og lader en skrue trække i den.
Det er oplagt til større belastninger, til ting hvor du kan komme til fra bagsiden, eller hvor du ikke orker at købe specielle inserts.
Tre typiske måder at bruge møtrikker i print
- Møtriklomme fra siden: Du har en sekskantet eller lidt trapezformet lomme, hvor møtrikken skubbes ind fra siden og låses. Bruges ofte i profiler og beslag.
- Indlagt møtrik i print-pausen: Printer stopper ved et bestemt lag, du lægger møtrikken i en lomme, og printer resten ovenpå.
- “Fælge” rundt om møtrikken: Møtrik sidder helt skjult i en tykkere blok med gevindhul gennem.
Designregler til møtrikfælder
Nogle få ting gør livet nemmere:
- Giv 0,1-0,2 mm luft til hver side af møtrikken, så den kan komme i uden at sprænge væggene, men ikke kan rotere.
- Sørg for min. 2 lag plast over møtrikkens flade, hvis du printer ovenpå den.
- Hvis du bruger sideindføring, så lav en lille “nakke” eller kant, der forhindrer møtrikken i at glide ud igen.
Jeg bruger ofte møtrikker til større M5/M6 forbindelser, hvor jeg ved, at jeg kommer til at spænde til med lidt mere end blot fingerspænd.
Få bosser der ikke sprænger – tykkelse, fillets og orientering
Uanset om du bruger skruer i plast, tap, inserts eller møtrikker, så er bosserne omkring kritiske. Der er nogle simple designvalg, der afgør, om det her bliver stabilt eller sprækker efter tredje samling.
Vægtykkelse og diameter
Jeg går efter:
- Ydre diameter på boss = 2-2,5 x skruediameteren som minimum.
- Mindst 3 perimetre i sliceren, så væggen bliver massiv nok.
- Hvis du kan, så brug lidt højere infill (30-40 %) i områder med mange bosser.
Fillets og ribber
To simple ting der gør stor forskel:
- En lille runding (fillet) ved base af bossen. 1-2 mm radius er ofte nok.
- Små ribber fra bossen og ud til nærmeste væg, især hvis bossen er høj. De forhindrer den i at vride sig.
Det ser lidt mere ingeniør-agtigt ud, men det er ikke kun pynt. Du kan tydeligt mærke forskellen, når du spænder skruen.
Printretning betyder alt
Hvis du printe en høj boss op fra pladen, står lagene som små skiver ovenpå hinanden. Belastningen fra skruen vil tit prøve at skille lagene fra hinanden. Ikke godt.
Hvis det er muligt, så orienter delen så:
- Gevindets akse ligger parallelt med lagene, ikke vinkelret.
- Eller at du i det mindste har nok perimetre på tværs til at tage trækket.
Jeg ved godt, man ikke altid kan orientere optimalt uden supports og bøvl. Men hvis du har en kritisk boss, så er det værd at overveje en version 2 af designet, hvor du tager hensyn netop her. Artiklen om dele der skal passe sammen er også relevant, for tolerancer og geometri spiller sammen med gevind.
Quick-fix når hullet allerede er ødelagt
Hvis du læser det her, efter gevindet har givet op, så er du ikke alene. Jeg har også stået med en ødelagt boss fem minutter før noget skulle bruges.
Der er nogle nød-løsninger, som ofte kan købe dig lidt tid, uden at du behøver redigere CAD med det samme.
Plan A: Bor op og brug større skrue
Den klassiske:
- Bor hullet 0,5-1 mm større op.
- Brug en lidt større skrue (fx fra 3 mm til 3,5 eller 4 mm).
- Skru langsomt i første gang.
Det er ikke kønt, men til low-stakes dele virker det tit fint. Bare husk, at bossen også skal have tykkelsen til det.
Plan B: Fyld hullet og lav nyt gevind
Hvis der ikke er gods nok til større skrue, kan du prøve:
- Fyld hullet med epoxy eller en hård 2K-lim.
- Lad det hærde helt.
- Bor og tap nyt gevind i lim-fyldet.
Det er en lidt hjemmefusker-løsning, men på ikke-kritiske kabinetter har det faktisk holdt overraskende godt for mig.
Plan C: Bor op til insert eller møtrik
Nogle gange er den bedste løsning at tage springet og sige: Ok, nu laver jeg det ordentligt.
- Bor bossen op, så der er plads til et heat-set insert.
- Eller bor helt igennem og brug en bolt med møtrik på bagsiden.
Det kræver lidt mere værktøj, men du får en løsning, der holder i stedet for at lave den samme reparation igen om to uger.
Mini-case: Et kabinet der skal åbnes 50+ gange
Jeg har et lille hjemmeautomationsprojekt til vores bryggers. Et kabinet med en ESP32, et par relæer og noget strømstyring. Det kabinet har jeg haft åbent mere end 50 gange, fordi jeg selvfølgelig ikke kunne lade være med at lave små ændringer.
Første version havde PLA-printede bosser med skruer direkte i plast. De første 5 gange gik fint. Omkring gang nummer 10 begyndte skruerne at føles slappe. Omkring gang 20 kunne jeg trække en skrue ud med fingrene, og en boss var sprækket.
Version 2 – lille redesign, stor forskel
I stedet for bare at printe det samme igen, gjorde jeg tre ting:
- Skiftede til PETG for lidt mere sejhed.
- Øgede boss-diameteren og lagde små ribber ud til væggene.
- Designede huller til M3 heat-set inserts i lågets bosser.
Jeg lavede en testklods for at finde korrekt huldiameter til inserts, og brugte loddekolben roligt på hver boss.
Den kabinetversion har nu overlevet mere end 50 åbninger. Skruerne føles stadig stramme, og bosserne er intakte. Den ekstra tid i CAD var under en halv time. Resten var rolig montage.
Sådan kan du tænke på dit eget projekt
Hvis du står med et kabinet eller beslag lige nu, så prøv at stille dig selv de her spørgsmål:
- Kommer jeg reelt til at skrue i det mere end 10 gange?
- Gør det noget, hvis det svigter? Er det kun irriterende, eller ødelægger det noget andet?
- Har jeg adgang til en tap eller loddekolbe?
Hvis svarene peger mod mange samlinger og noget du faktisk bruger i hverdagen, så overvej inserts eller møtrikfælder fra start i stedet for at satse på skruer i PLA. Og når du alligevel sidder i CAD, kan du med fordel kigge rundt i kategorien 3d design og modeller for mere inspiration til funktionelle geometrier.
Hvis du kun vil ændre én ting ved dine gevind i 3D-print
Beslut før du tegner, hvor mange gange samlingen skal åbnes, og vælg derefter bevidst mellem skruer i plast, tap, inserts eller møtrikker i stedet for at håbe, at “det nok går”.

Relaterede indlæg
Tilkoblet Materialevalg til konkrete projekter, Parametrisk og funktionelt design