Hvordan du får dine 3D‑print vægge til at holde som en mursten (uden at bruge 80 % infill)
At designe stærke FDM-dele er lidt som at bage surdejsboller. Du kan ikke bare hælde mere gær i og håbe de hæver flot. Hvis dejen er formet dumt, bliver resultatet fladt, sejt og sprækker de forkerte steder.
Det samme sker med 3D‑print: Du kan skrue infill op til 80 %, og delen knækker stadig, hvis vægge, ribber og hjørner er designet uheldigt. Jeg har selv knækket nok beslag til at kunne sige det med ro i stemmen.
I den her artikel går vi fra “tykkere væg og mere infill” til “hvordan du bruger din dysebredde og lagretning smart”. Som rød tråd bruger vi en sammenligning mellem to verdener: “gammel plastikstøbe-logik” vs “FDM‑tænkt i linjer”.
Gammelt vs nyt mindset: tykkere klods eller klogere geometri?
I klassisk plaststøbning tænker man meget i millimeter og flader. I FDM skal du mere tænke i linjer og lag. Det lyder teoretisk, men hæng på et øjeblik.
| Gammel refleks | FDM‑smart alternativ |
|---|---|
| “Den knækker. Gør væggen 1 mm tykkere.” | “Den knækker. Giv væggen flere perimeters (linjer) og måske en rib.” |
| “Infill til 60 %, så bliver den stærk.” | “Infill 20 – 30 %, men solide ydre vægge og forstærkninger der hvor kræfterne går.” |
| “Skarpe hjørner ser præcise ud.” | “Bløde hjørner fordeler spænding, så delen ikke sprækker.” |
| “Et enkelt stort tårn til skruehul.” | “Boss med støtte-ribber og rund overgang.” |
Pointen: I stedet for bare at bygge “mere plast” på, skal du bruge plasten klogere. Og det starter med at forstå, hvordan delen bliver belastet.
Første skridt: Hvilken “type brud” prøver du at undgå?
Inden vi snakker vægtykkelse i 3D‑print, er du nødt til at vide, hvordan delen typisk fejler. Ellers ender du bare med at overdimensionere i blinde.
Træk: når du hiver i noget som en elastik
Træk er der, hvor noget bliver trukket fra hinanden i længderetningen. For eksempel:
- En kabelklemme der holder et kabel stramt.
- En strop til en taskeprintet i PLA (ja, vi har alle prøvet).
Her er FDM stærkest langs linjerne og svagere på tværs af lagene. Så du vinder meget ved at orientere printet, så trækket går langs filamentbanerne, ikke på tværs af lag.
Bøjning: som en hylde med for mange planter på
Bøjning er nok den mest almindelige i hverdagsbeslag. Typisk:
- Vægbeslag til en hylde eller router.
- En lille arm der stikker ud og holder noget oppe.
Her er over- og underside mest belastet. Midten (infill) gør faktisk mindre, end man tror. Så flere perimeters og ribber gør meget mere end at skrue infill op.
Torsion: vrid, som når du drejer et dørgreb
Torsion er vridning om en akse:
- Knopper du drejer på.
- Tapper der vrides, når du skruer noget fast.
Her er kontinuerlige ringe og rund geometri en fordel. Skarpe flader med få perimeters laver svage zoner, hvor revnerne starter.
Måske kan du allerede nu se, at “mere infill” ikke rigtig rammer nogen af de her problemer direkte. Det gør vægge, ribber, hjørner og orientering derimod.
Vægtykkelse i FDM: tænk i linjer, ikke millimeter
Lad os tage den klassiske: “Hvor tyk skal væggen være?”
Den korte version: vægtykkelse i 3D‑print bør designes i antal perimeters (linjer), ikke i tilfældige mm‑tal.
Sådan oversætter du dyse til “vægtykkelse‑regler”
Din slicer bruger dysebredde til at beregne linjebredde, typisk tæt på dyse-diameteren. Med en 0,4 mm dyse ligger linjebredden ofte på 0,4 – 0,45 mm.
Eksempel med 0,4 mm dyse:
- 2 perimeters ≈ 0,8 – 0,9 mm
- 3 perimeters ≈ 1,2 – 1,35 mm
- 4 perimeters ≈ 1,6 – 1,8 mm
Så i stedet for at sige “jeg tegner 1,5 mm”, er det smartere at sige “den her væg skal være min. 3 linjer tyk”. Og så justere tykkelsen i CAD, så den matcher et helt antal linjer.
Tommelregler til vægtykkelse 3D print (FDM)
Med standard 0,4 mm dyse og PLA/PETG som udgangspunkt:
- Ren kosmetisk skal: 2 perimeters (0,8 – 0,9 mm) kan være fint.
- Let belastede dæksler, covers: 3 perimeters (~1,2 mm).
- Små funktionelle beslag: 3 – 4 perimeters (1,2 – 1,6 mm).
- Hårdt belastede beslag eller “kritiske” dele: 4+ perimeters plus ribber.
Hvis du kører 0,6 mm dyse, kan du bruge samme tænkning, bare med 0,6 i stedet. 3 perimeters giver så allerede ~1,8 mm væg.
Hvis du vil nørde mere i, hvordan mål og vægge spiller sammen, ligger der flere artikler inde under 3D design og modeller, som går dybere ned i design til FDM.
Ribber i 3D‑print: tynde vægge med ryggrad
Hvis væggen er kroppen, er ribber rygsøjlen. De styrker uden at du skal lave hele delen tyk og tung.
Hvorfor ribber ofte er bedre end tykke klodser
Forestil dig en flad plade på 3 mm tykkelse, 100 x 50 mm. Hvis du bare gør den 6 mm tyk, bruger du dobbelt så meget plast og tid. Men hvor meget stærkere bliver den i praksis? Ikke proportionalt.
Hvis du i stedet lader den være 3 mm og lægger 2 – 3 ribber på tværs, får du:
- Langt bedre stivhed i bøjning.
- Bedre kontrol med, hvor den må give sig.
- Mindre warping, fordi du ikke har en kæmpe massiv blok.
Ribber design 3D print: tykkelse, højde og afstand
Her er nogle FDM‑venlige regler, du kan starte med.
Tykkelse:
- Min. samme tykkelse som den væg, de sidder på.
- Ofte 1 – 1,5 x vægtykkelsen, målt i linjer.
- Altid mindst 2 perimeters tyk.
Højde:
- Omkring 2 – 3 x pladetykkelsen som udgangspunkt.
- Eksempel: 3 mm plade, ribhøjde 6 – 9 mm.
Afstand:
- Placer ribber, hvor der faktisk er bøjning, ikke bare jævnt overalt.
- På en 100 mm plade: 2 – 3 ribber, ikke 10 små.
Og vigtigst: lav en blød overgang mellem rib og plade. Ingen skarpe 90° knæk.
Radier og hjørner: små rundinger, stor forskel
Skarpe hjørner ser flotte ud i CAD. I virkeligheden er de som at skrive “BRUD HER TAK” direkte på modellen.
Hvorfor skarpe hjørner ødelægger styrken
Når du har et skarpt indvendigt hjørne, samler al spændingen sig i det punkt. FDM‑lag og perimeters får et naturligt “bristpunkt”, hvor revnen kan starte.
En simpel indre radius på 1 – 3 mm gør, at linjerne kan følge kurven, og spændingen bliver fordelt meget bedre.
Radier i FDM: tænk igen i linjer
Hvis din linjebredde er 0,45 mm, så sørg for at dine radier ikke er så små, at sliceren kun kan smide 1 linje derind.
Sig for eksempel:
- Mindst 2 – 3 linjer i bunden af en radius.
- Med 0,45 mm linjebredde svarer det til > 1 – 1,5 mm radius.
Til funktionelle dele er jeg ikke bleg for at give 3 – 4 mm radier, hvis der er plads. Det ser måske mindre “skarpt” ud visuelt, men du får langt færre revner.
Bosses og skruehuller: der hvor FDM‑dele dør først
Jeg tror ca. halvdelen af mine tidlige brud skete ved skruehuller. Enten flækkede bossen, eller pladen omkring knækkede.
Sådan bygger du et skrue-tårn der ikke flækker
Forestil dig en boss som en cylinder, der står på en plade.
- Diameter: mindst 2,5 – 3 x skruediameteren.
- Vægtykkelse boss: min. 2 – 3 perimeters rundt om hullet.
- Overgang: tilføj en rund fillet mellem boss og plade (fx radius 1,5 – 3 mm).
Til skruer du spænder til (f.eks. træskruer eller selvskærende skruer) er det en god idé at:
- Gøre pladen under bossen tykkere rundt om området.
- Tilføje 2 – 4 ribber ud fra bossen og ud mod kanten.
Gevind vs gennemgående hul
Hvis du kan slippe afsted med en gennemgående bolt og møtrik, gør det. FDM‑gevind i plast er lidt som surdej på første forsøg: det kan godt lykkes, men det kræver kærlig behandling.
Skal du lave gevind i selve printet, så:
- Overvej indstøbte møtrikker eller varmeloddede indsatsmøtrikker.
- Gør boss og plade lokalt tykkere.
Vi har tidligere snakket mere om skruehuller og boss‑styrke i en Onshape‑kontekst i en anden artikel om funktionelt design. Den ligger under parametrisk og funktionelt design, hvis du vil skrue det ind i dit CAD‑workflow.
Snap‑fits vs stive ribber: hvornår skal det give sig?
En klassisk fejl: du vil have en del, der klikker på plads, men designer den, som om den er et stift metalbeslag. Resultat: første klik går fint, tredje klik knækker armen.
Snap‑fits: designet brudvenligt i stedet for tilfældigt
Hvis noget skal klikke på plads, så planlæg hvor det må bøje.
- Lav en tyndere zone der fungerer som fjeder.
- Undgå skarpe hjørner ved rod og spids, giv radier.
- Print armen i en retning, så den bøjer med lagene, ikke kun på tværs.
Her får du mest glæde af materialer som PETG eller nylon. PLA kan godt, men det bliver sprødt med tiden.
Stive ribber: når det ikke må flytte sig
Når du vil have stivhed, er logikken omvendt:
- Gør ribben kortere og tykkere.
- Brug flere ribber i stedet for én gigantisk.
- Sørg for, at ribben får nok perimeters og står på en forstærket plade.
Valget “snap‑fit eller stiv rib” handler i virkeligheden om: skal delen give sig kontrolleret, eller skal den holde formen og overlade al bevægelse til noget andet.
Orientering: gør lagene til din ven, ikke din fjende
FDM er anisotrop. Det betyder bare, at styrken ikke er ens i alle retninger. Lagene holder bedre i planet end på tværs.
Samme design, to orienteringer, to meget forskellige resultater
Forestil dig et simpelt L‑beslag, der holder en hylde oppe.
Orientering A: Beslaget ligger fladt, så hyllen ligger parallelt med printbed. Alle lag er stablet op i højden ned langs væggen.
- Bøjning i hyldearmen sker primært på tværs af lag.
- Den knækker typisk ved roden, hvor lagene bliver trukket fra hinanden.
Orientering B: Beslaget printes “stående”, så lagene følger armens længde.
- Bøjning sker mere i planet af lagene.
- Styrken i armen bliver markant højere, selv med samme vægtykkelse.
Samme STL, samme materiale, samme vægtykkelse. Men helt forskellig brudadfærd. Orientering kan redde dig, hvor ekstra infill slet ikke hjælper.
Tre hurtige orienterings‑spørgsmål
Når du slicer en del, spørg dig selv:
- Hvor vil den typisk knække, hvis den fejler?
- Kan jeg vende delen, så lagene løber langs de mest belastede områder?
- Skal jeg ofre lidt support for meget bedre styrke?
Hvis du er i tvivl, så lav to små, hurtige prøver i hver sin orientering og test dem rent fysisk. Det kan du ofte gøre på en eftermiddag, i stedet for at gætte i blinde.
Hurtig tjekliste: 5 designfejl du fanger, før du slicer
Her er den lille “prøv det her næste gang” liste, jeg selv bruger, når jeg designer funktionelle dele.
1. Vægge med 1,3 mm tykkelse “fordi det så pænt ud”
Tjek: passer vægtykkelsen til et helt antal perimeters?
Løsning: juster væggen op eller ned, så du får 2, 3 eller 4 linjer. Ikke 2,7.
2. Ingen radier i indvendige hjørner
Tjek: alle indvendige hjørner der bærer last, har de en lille radius?
Løsning: giv 1 – 3 mm radius, så perimeters kan flyde rundt i stedet for at stoppe brat.
3. Flade, tynde plader uden ribber
Tjek: har du store flader (> 50 – 60 mm), der skal være stive?
Løsning: tilføj ribber på den “usynlige” side. 2 – 3 ribber gør ofte underværker.
4. Bosses direkte på tynde plader uden støtte
Tjek: sidder skruehuller på små tårne midt i en spinkel plade?
Løsning: gør pladen tykkere lokalt og tilføj ribber mellem boss og plade.
5. Printorientering valgt for at spare supports
Tjek: har du valgt den nemmeste orientering i stedet for den stærkeste?
Løsning: vend delen, så lagene arbejder med kraften. Accepter lidt ekstra supports, især på funktionelle beslag.
Hvis du ofte står med dele der knækker på den samme måde igen og igen, kan det give mening at dykke mere ned i avancerede printteknikker, hvor du kan kombinere bedre geometri med f.eks. stærkere materialer eller flere perimeters fra slicer‑siden.
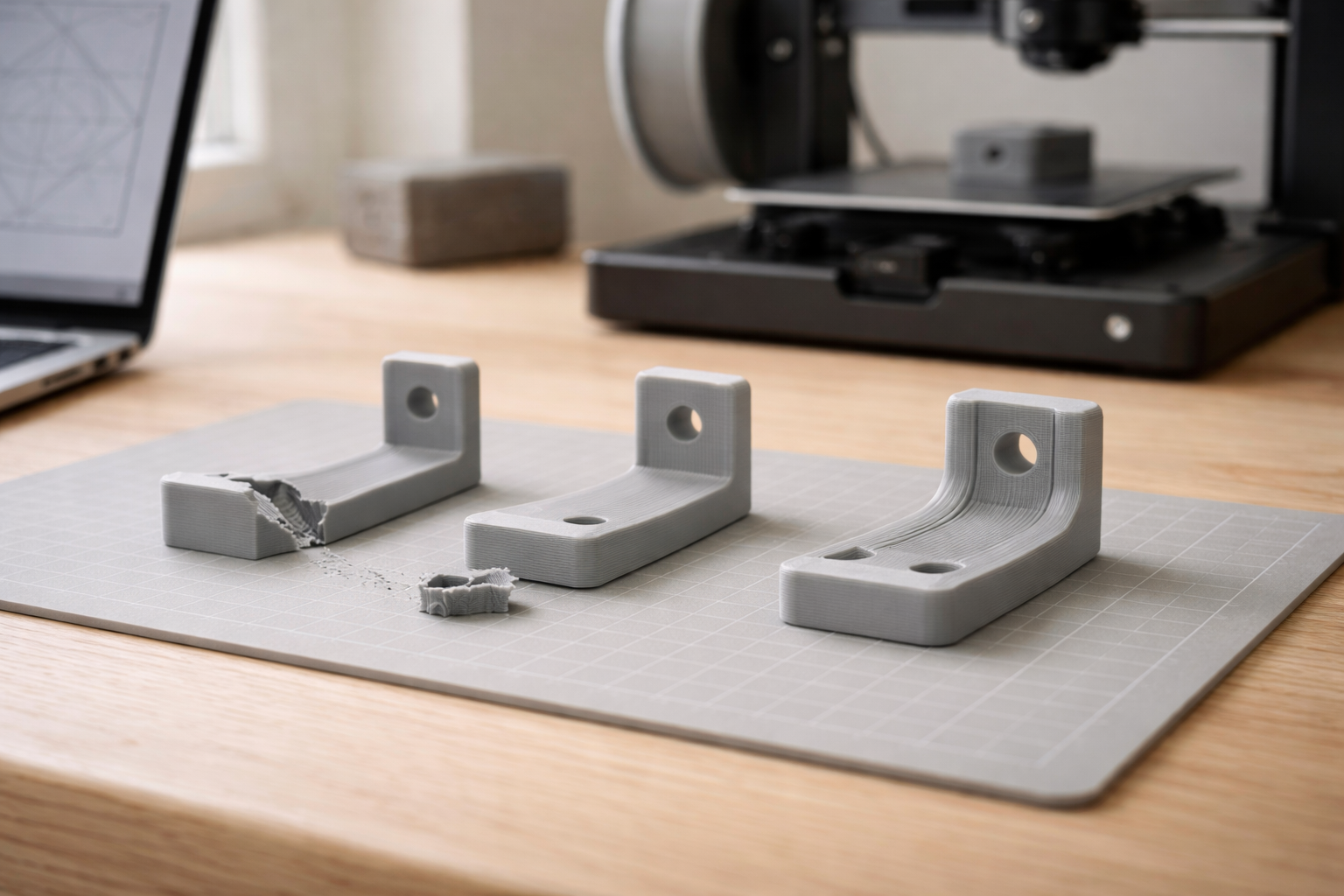
Mini‑case: Beslag før og efter design for FDM
Jeg lover, jeg holder den kort, men jeg synes den viser forskellen rigtig fint.
Før: klods med meget infill
Opgave: lille L‑beslag til at holde et kabelbakke-rør under mit skrivebord.
Version 1:
- Vægtykkelse: 3 mm over det hele.
- Infill: 40 % gyroid, fordi “det lyder stærkt”.
- Ingen ribber, skarpe hjørner, boss til skrue uden fillet.
Resultat: knækkede ved bossen, da jeg spændte skruen til. Printtid ca. 2 t 30 min.
Efter: lettere del, stærkere struktur
Version 2:
- Vægtykkelse justeret til 4 perimeters i kritiske zoner (~1,6 mm).
- Infill sat ned til 20 %.
- Tilføjet to ribber under armen.
- Givet 3 mm radius i indvendige hjørner.
- Boss diameter øget, fillet mellem boss og plade og 3 små ribber ud fra bossen.
- Delen reorienteret, så bøjning i armen sker i lagets plan.
Resultat: kunne strammes til uden knæk, føltes stivere i hånden, og vægten var faktisk lavere, selvom den var stærkere. Printtid lige omkring 2 timer.
Det var det projekt, der for alvor fik mig til at stoppe med bare at skrue infill op hver gang noget knækkede. Hvis du har lyst til mere nørderi om netop beslag, har jeg skrevet om det her med, at det altså ikke er infill der knækker dit beslag.
Hvor du kan starte allerede ved næste print
Næste gang du sidder med et funktionelt design, så prøv at gøre én ting anderledes:
- Tegn vægge i antal linjer, ikke i mm på slump.
- Smid en eller to ribber ind, hvor du ved delen bøjer.
- Giv hjørnerne lidt kærlighed med radier.
- Tjek orienteringen og acceptere supports, hvis styrken vinder.
Det kan føles som små ting, men de ændrer, hvordan dine dele knækker, og hvor hurtigt du får noget, der faktisk holder i hverdagen.
Jeg er ret nysgerrig på, hvor meget mere “designer‑agtige” FDM‑dele vi kommer til at se fra hobbyfolk de næste par år, når flere begynder at tænke i linjer og lag i stedet for bare millimeter og infill procent – mon vi når dertil, hvor hjemmebeslagene bliver stærkere end dem, der følger med i pakken?

Relaterede indlæg
Tilkoblet Parametrisk og funktionelt design, Slicer-indstillinger og profiler