Da jeg blev træt af at tegne de samme huller igen og igen i Onshape
Forestil dig at du står med endnu en lille bracket til et projekt. Endnu et 3D-printet afstandsstykke. Endnu et hul til en M3 skrue. Du åbner Onshape, starter en ny sketch… og gør præcis det samme som i går.
Det var dér, jeg opgav at tegne alt fra bunden hver gang og begyndte at bygge et lille parametermodul i Onshape, som jeg kan genbruge til alle de kedelige, men vigtige ting: huller, skruer, afstandsstykker og små “bosser” til skruer.
Hvorfor parametre gør 3D-printlivet meget nemmere
Hvis du laver funktionelle 3D-print ofte, kender du mønsteret: du tegner et hul på 3,0 mm til en M3, printer, måler, opdager at skruen ikke går i, og ender med at bore efter.
Eller du laver et afstandsstykke, hvor skruen skal glide frit igennem, men det ender med at klemme så meget, at du nærmest skærer gevind i plasten, selv om det ikke var planen.
Parametrisk design i Onshape betyder i praksis: du beslutter dig for nogle få tal én gang, og så bruger du dem alle steder i modellen. Når printet er testet og målt, retter du de tal ét sted, og hele modellen følger med.
Det er særligt stærkt til ting som:
- Huller til skruer (passende clearance til det filament og den printer, du faktisk bruger)
- Vægtykkelser, så de passer til dine slicer-indstillinger
- Afstandsstykker, hvor længder og diametre ændrer sig fra projekt til projekt
- Små skruetårne (bosser), der ikke knækker ved første stramning
Hvis du ikke har rodet så meget med parametrisk design før, er parametrisk og funktionelt design et rigtig godt sted at starte, men vi tager det stille og roligt her.
Første skridt i Onshape: byg din egen lille parameter-pakke
Vi starter i en tom Onshape-part studio. Ingen magi. Bare nogle navngivne variabler, vi kan genbruge.
Sådan opretter du variabler
I Onshape bruger du funktionen “Variable” til at lave parametre:
- Klik på det lille plus-ikon nederst til venstre i feature-listen
- Vælg Variable
- Navngiv din variabel, fx #skruediameter_M3 og giv den en værdi, fx 3 mm
Jeg plejer at lave en håndfuld basis-variabler til mekaniske ting:
- #skruediameter_M3 = 3 mm (den nominelle diameter på skruen)
- #skruediameter_M3_clearance = 3.2 mm (hul der lige er lidt større)
- #vægtykkelse_standard = 2 mm (god til PLA/PETG-beslag)
- #afstand_længde = 10 mm (standardafstand til vores første øvelse)
- #bos_diameter = 8 mm (ydre diameter på et skruetårn)
Du kan altid justere tallene senere, men pointen er: brug navne i stedet for bare tal. Så bliver hele modellen meget nemmere at ændre, når du opdager hvordan din printer egentlig laver huller. Hvis du er stødt på problemer med pasning før, giver artiklen hvorfor dine 3D print ikke passer sammen god baggrund til det her.
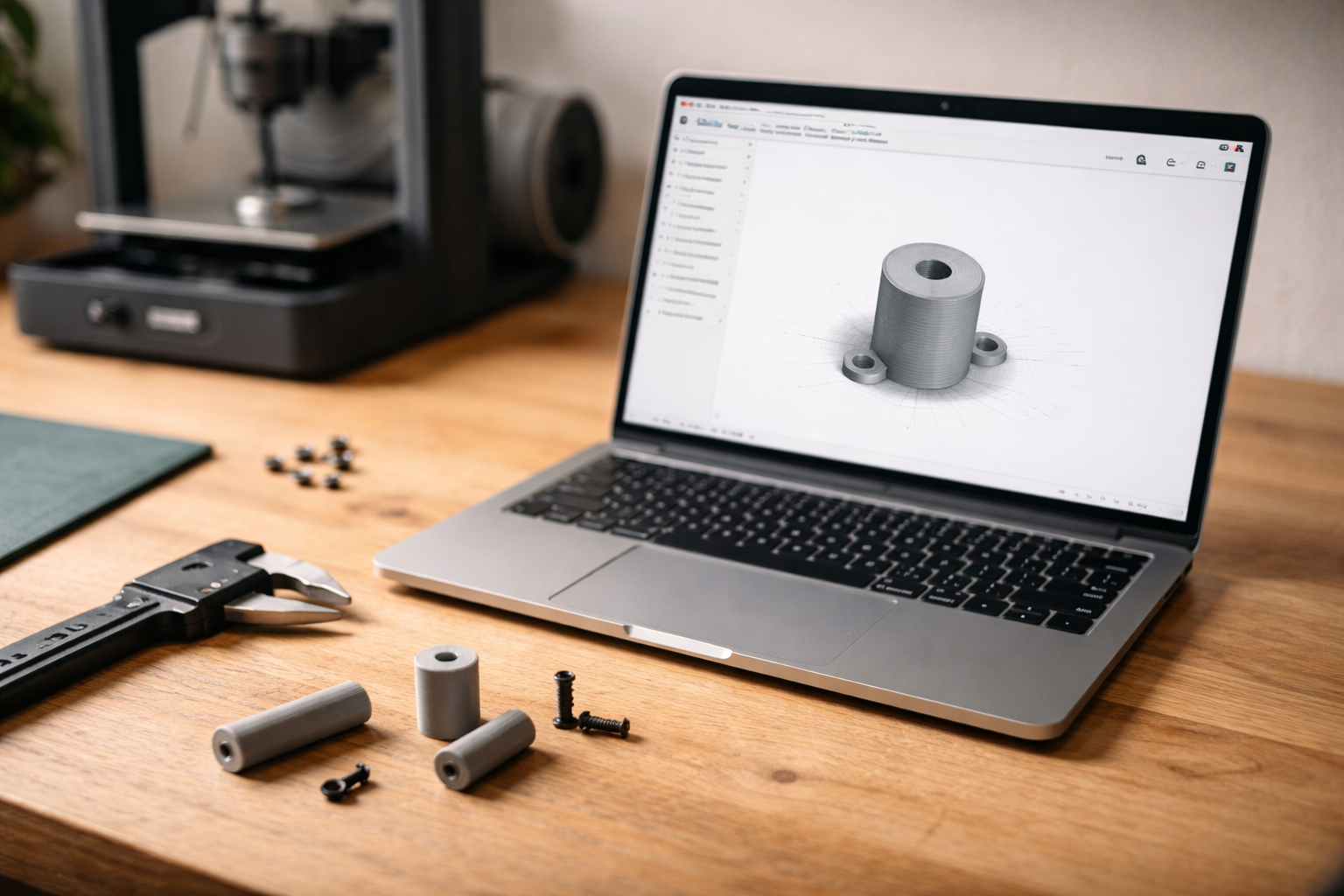
Øvelse 1: afstandsstykke med skruehul, der kan måles og gentages
Vi starter med et simpelt afstandsstykke: en cylinder med hul i midten, som en M3 skrue skal kunne glide igennem.
Det lyder kedeligt. Det er det også. Til gengæld bruger du den form overraskende tit.
Sketch og extrusion med variabler
1. Lav en ny sketch på Top-plane.
2. Tegn en cirkel i origo og giv den diameteren #vægtykkelse_standard * 2 + #skruediameter_M3_clearance (eller et tal, hvis du vil starte simpelt).
3. Tegn en cirkel mere i midten, den indre, og sæt diameteren til #skruediameter_M3_clearance.
4. Afslut sketch og brug Extrude til at give længde: #afstand_længde.
Nu har du et paramteriseret afstandsstykke. Hvis du retter #afstand_længde til 12 mm, bliver det hele længere. Hvis du øger #skruediameter_M3_clearance, vokser hullet alle de steder, hvor du har brugt den.
Gør det klar til test-print
Print det her lille afstandsstykke i det filament, du normalt bruger til funktionelle dele. PLA, PETG eller ASA, alt efter humør.
Jeg plejer at bruge:
- Laghøjde 0.2 mm
- To eller tre perimeter-vægge
- 20 % infill, gyroid eller grid
Ikke noget fancy. Bare et standard-setup som du egentlig forventer skal bruges til rigtige dele. Har du ikke helt styr på kalibreringen endnu, kan det godt betale sig at kigge i kategorien kalibrering og finjustering først.
Mål, notér, justér
Når afstandsstykket er printet og kølet af, gør du tre ting:
- Prøv at stikke en M3 skrue igennem
- Mål huldiameteren med skydelære
- Mærk efter: glider den pænt, eller binder den lidt?
Hvis skruen kun lige kan tvinges igennem, er #skruediameter_M3_clearance for lav. Prøv at øge den i Onshape, fx fra 3.2 til 3.4 mm, og eksportér en ny version.
Din mission her er at finde en clearance-værdi, hvor 1) hullet ikke bliver slasket, og 2) du ikke skal bruge værktøj for at få skruen igennem.
Øvelse 2: et skruetårn (boss) der ikke knækker
Næste klassiker: et lille tårn på en flade, hvor du skruer en træskrue eller en gevindskrue direkte ned i plast.
Det er som regel der, det knækker, hvis væggen er for tynd, eller diameteren er gættet lidt optimistisk.
Byg en simpel plade med boss
1. Ny sketch på Top-plane, tegn et rektangel, fx 40 x 20 mm.
2. Extrude op i fx 3 mm, og sæt tykkelsen til #vægtykkelse_standard i stedet for 3 mm, hvis du vil være konsekvent.
3. Ny sketch oven på pladen, tegn en cirkel hvor dit skruetårn skal være.
4. Giv cirklen diameteren #bos_diameter.
5. Extrude den cirkel op, fx til 8 mm højde. Kald den højde #bos_højde via en variabel, hvis du vil kunne ændre den hurtigt.
Nu har du et lille tårn. Så mangler der bare hullet.
Hullet i bossen: gennemgående eller pilot?
Her har du to typiske scenarier:
- Gennemgående hul til en maskinskrue med møtrik på bagsiden
- Pilothul til en træskrue eller selvskærende skrue i plast
Til gennemgående hul kan du genbruge #skruediameter_M3_clearance som før. Lav et hul Feature (“Hole”) gennem hele bossen og pladen.
Til pilothul kan du lave en ny variabel, fx #M3_pilot og starte omkring 2.4 – 2.6 mm alt efter materiale. Den skal være mindre end skruens nominelle diameter, så gevindet kan skære sig pænt ind i plasten.
Print et par versioner med forskellige pilot-diametre og mærk efter, hvor du får et godt greb uden at plasten flækker. Det kræver lidt fingerspitzengefühl, men forskellen er tydelig når du står med dem i hånden.
Tolerancer i praksis: sådan finder du dine egne Onshape-værdier
Hvis du spørger ti mennesker om den rigtige diameter til et M3 hul i 3D-print, får du ti svar. De har alle sammen lidt ret. De har bare ikke dine printere, dine slicer-indstillinger og dit filament.
Så du er nødt til at lave dit eget lille måleloop:
- Design med variabel (fx #skruediameter_M3_clearance)
- Print en lille testdel
- Mål og test pasform
- Ret værdien i Onshape
- Gentag, til det føles rigtigt
Pointen er, at du til sidst ender med et sæt Onshape-værdier, der passer til din printer, dit filament og din typiske brug. Og når du så skifter fra PLA til PETG, kan du lave en kopi af dokumentet med et andet sæt værdier til PETG.
Det hænger også fint sammen med det vi talte om i artiklen om huller vs skruer: huller bliver næsten altid for små, så du er nødt til at arbejde med det, ikke mod det.
Eksport til slicer: 3MF eller STL og et par hurtige tjek
Når modellen ser fornuftig ud i Onshape, skal den ud til din slicer. Du kan typisk vælge mellem at eksportere som STL eller 3MF.
STL er stadig mest udbredt, men 3MF begynder at give mening flere steder, især hvis du vil gemme materiale- og farve-info. Til den her slags simple testdele er det dog lidt hip som hap.
Når du eksporterer, så tjek:
- At enhederne er i millimeter
- At du ikke har skaleret modellen i sliceren ved en fejl
- At huller ikke bliver fyldt med mærkelige support-rester i preview
Jeg har et par gange stået og undret mig over et for lille hul, der viste sig at være support, jeg havde glemt at slå fra inde i sliceren. Det er sådan en dum fejl, der ser meget klogere ud, end den er.
Gem din opsætning som skabelon i Onshape
Nu kommer det sjove: når du har et par gode variabler og simple øvelser (afstandsstykker, bosser, standardhuller), kan du gøre dem til din egen lille Onshape-skabelon.
Sådan gør du det i praksis
1. Ryd lidt op i dit dokument. Giv variablerne fornuftige navne og grupper dem i toppen af feature-listen.
2. Lav evt. en lille “test-part” med både afstandsstykke og boss i samme dokument, så du altid kan printe en hurtig kalibreringsdel.
3. Omdøb dokumentet til noget i stil med “M3-mekanisk-basis” eller lignende.
4. Når du starter et nyt projekt, laver du Duplicate af dokumentet i stedet for at starte helt forfra.
På den måde får hvert projekt sin egen kopi af variablerne. Hvis du vil finjustere til et andet materiale, gør du det i projektets kopi, uden at ødelægge din oprindelige skabelon.
Udvid stille og roligt
Efterhånden kan du bygge mere på den samme skabelon:
- Standard-mål til M4, M5 osv.
- Forskellige vægtykkelser, fx #væg_tung, #væg_let
- Standard-højder til clips, beslag, kabelholdere osv.
Det vigtigste er, at du ikke prøver at løse hele verden på én aften. Start med én skrue-størrelse, ét materiale og et par simple former, du ved du bruger tit.
Næste skridt: gør Onshape til din 3D-print-makker, ikke din modstander
Onshape kan føles lidt overvældende, især hvis du kommer fra en mere “klik og træk”-agtig CAD-oplevelse. Men hvis du først får bygget din egen lille parametermotor, begynder det faktisk at spare dig tid, hver gang du laver funktionelle dele.
Mit bedste råd er: tænk i små, genbrugelige byggeklodser. Et afstandsstykke. Et skruetårn. Et hul, der altid passer til dine M3 skruer i PLA. Og bind det hele sammen af variabler, som du langsomt tuner ind efter dine faktiske prints.
Om et par år tror jeg, at flere af os vil have vores egne små “personlige standards” liggende som Onshape-dokumenter, lige så faste som DIN-mål og standard-skruer er i dag. Spørgsmålet er bare, hvor hurtigt du vil nå dertil.






Parametermodul-ideen gav mening, havde lige tegnet samme M3-hul igen.
Parametermodul… gav mening omkring M3-huller, haha 😅 bliver nødt til at prøve