Den dag jeg sprængte fire bosses på stribe for at tæmme inserts
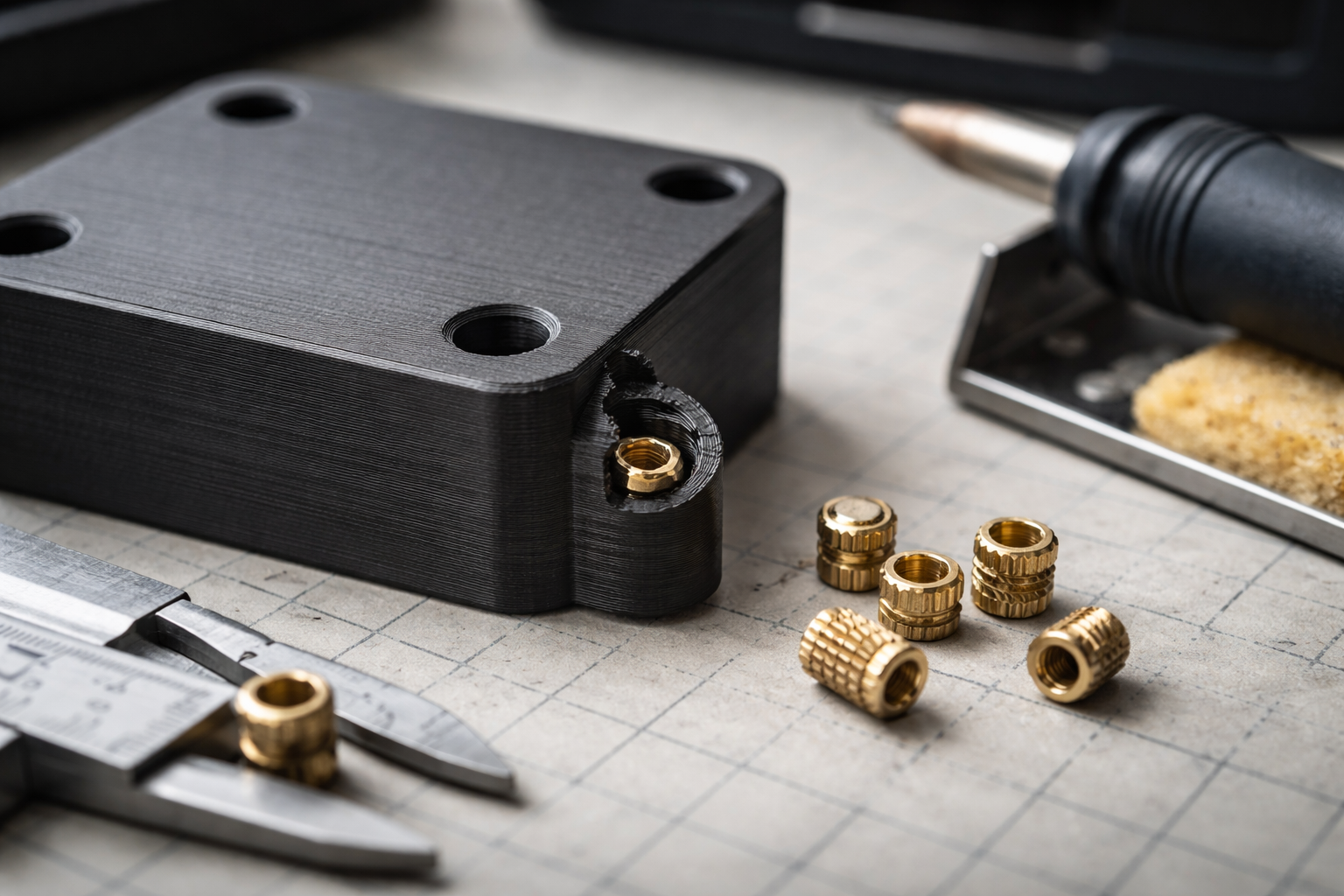
Det fjerde knæk lød næsten komisk. Fire sprængte bosses på én aften. Samme projektboks, samme heat-set inserts, samme irriterede kæreste i sofaen ved siden af.
Hvis du også har prøvet at presse et messing insert ned i et fint print og set det flække som en dårlig kiks, så er du ikke alene. Min fejl var ikke loddekolben, ikke temperaturen, men hulstørrelse og boss-design.
I den her artikel zoomer vi ind på netop det: heat set inserts hul størrelse, boss-tykkelse og temperaturer der virker i PLA, PETG og ASA. Ingen mystik, bare mål og nogle enkle tommelfingerregler.
Hvornår heat-set inserts giver mening (og hvornår en skrue er nok)
Før vi nørder huldiametre, så lige en hurtig realitets-check.
Heat-set inserts er stærke, ser professionelle ud og kan skrues i mange gange. Men de kræver ekstra designarbejde og lidt øvelse med varme. Til gengæld undgår du, at skruen tygger plasten i stykker.
Jeg bruger inserts når:
- delen skal skilles ad og samles ofte
- jeg spænder noget der faktisk skal holde (beslag, hængsler, elektronikbokse)
- skruen sidder tæt på en kant, hvor selvskærende skruer vil sprænge plasten
I bløde montageopgaver, pynt og prototyper kan en godt valgt selvskærende skrue stadig være fin. Vi har en hel artikel om skruer og plast, hvis du vil dykke ned i det spor: hvordan skruer æder dine 3D print.
Typer af inserts du rent faktisk møder på hobbybordet
Producenter har alle mulige varianter, men som hjemme-maker ender du typisk med tre slags:
- Standard knurled inserts: cylindriske, ydre riller. Guldstandarden til FDM-print.
- Flange inserts: har en lille krave der stopper ved overfladen og fordeler trykket.
- Ultralyds-inserts: ligner de andre, men er optimeret til ultralydsværktøj. Kan stadig bruges med loddekolbe.
Til 3D print går jeg næsten altid efter cylindriske knurled inserts uden mystik. De er til at dimensionere fornuftigt og spiller pænt med de fleste materialer.
Huldesign: sådan vælger du diameter og dybde uden at gætte
Nu til det du sikkert er kommet for: hvor stort skal hullet være?
Step 1: Kend dine tal på insertet
Grib skydelæren. Mål:
- Ydre diameter (Dout) på den riflede del
- Længde på insertet
Et typisk M3 insert ligger ofte omkring Dout = 4,2 til 4,6 mm og en længde på 4 til 5 mm.
Step 2: Vælg huldiameter efter materiale
Her er de værdier jeg selv bruger som startpunkt, for et standard M3 knurled insert:
- PLA (stift, sprødt): hul = Dout − 0,2 til − 0,3 mm
- PETG (sejt, lidt gummiagtigt): hul = Dout − 0,4 mm
- ASA/ABS (sejt, mere varmebestandigt): hul = Dout − 0,3 til − 0,4 mm
Eksempel: dit M3 insert måles til 4,4 mm i ydre diameter.
- PLA: hul på 4,1 til 4,2 mm
- PETG: hul på 4,0 mm
- ASA: hul på 4,0 til 4,1 mm
Print altid et lille testtårn med 2-3 varianter, så du ser hvad din printer + filament faktisk ender med. Det samme princip bruger jeg også til generelle pasninger, som vi har skrevet om under design til pasform.
Step 3: Hvor dybt skal hullet være?
Jeg går som tommelfingerregel efter:
- huldybde = insert-længde + 0,3 til 0,5 mm til smeltet plast i bunden
Så et 4,5 mm langt insert får et hul på ca. 4,8 til 5,0 mm. Mere end det, og du mister støtte i bunden. Mindre end det, og du risikerer at insertet “flyder op” når plasten presses sammen.
Step 4: Lav et lille indløb
En hård skarp kant ved hullets top er god til sprængte bosses. Giv insertet en blød landing:
- 0,3 til 0,5 mm fas (45 grader) eller en lille konus de øverste 0,5 til 1 mm
Det gør det nemmere at centrere loddekolben og fordeler trykket, når plasten smelter opad.
Boss-design: tykkelse, lagretning og støtte omkring hullet
Selv med korrekt huldiameter kan du sprænge bossen, hvis designet er spinkelt.
Hvor tyk skal væggen være?
Jeg tænker boss-tykkelse i perimeters (ydervægge) og ikke i mm først. En regel jeg er glad for:
- Mindst 3 perimeters omkring hullet, gerne 4
- Og i mm: boss-radius = hul-radius + 2 x dyse-bredde som minimum
Med 0,4 mm dyse, M3 insert og hul på ca. 4,1 mm ender jeg ofte omkring 8 til 9 mm yderdiameter på bossen. Det ser tykt ud på skærmen, men redder dig i praksis.
Forbind bossen til noget fladt
En fritstående “tårn-boss” midt på en tynd plade er næsten garanteret revner.
Gør i stedet:
- Bind bossen sammen med afstivende ribber ud til nærliggende vægge
- Giv den en base-plade på mindst 2 lag tykkelse under hele bossen
Ribber kan sagtens bare være 1-1,5 mm tykke og 3-4 mm høje. Printet bliver lidt mindre elegant, men meget mindre skrøbeligt.
Print-orientering betyder alt
Hvis det er muligt, så orienter delen så insertet går ned langs Z, og lagene ligger som ringe omkring hullet.
Printes bossen på siden, så trækkes lagene fra hinanden når du presser insertet i. Det kan stadig fungere, men så vil jeg virkelig have 4 perimeters og gerne lidt højere temperatur og langsommere indpresning.
PLA vs PETG vs ASA – sådan tilpasser du temperatur og teknik
De samme mål kan opføre sig vidt forskelligt i forskellige materialer.
PLA: stift, flot, men sprækkeglad
PLA sprækker før det giver sig. Jeg holder mig her til:
- Loddekolbe: 200 til 230 °C
- Langsom indpresning, næsten ingen ekstra tryk når det er i bund
- Gerne en lille smule større hul end i PETG for at mindske radialt pres
Hvis PLA’en skifter farve voldsomt (hvidner omkring bossen), har du enten for meget tryk eller for høj temperatur.
PETG: mere tilgivende, men kan blive lidt “gummi”
PETG er min favorit til inserts i hverdagsdele.
- Loddekolbe: 230 til 260 °C
- Lidt mere interferens (mindre hul) er ok, plasten flyder og griber godt fat
- Lad delen køle helt ned før du tester at skrue i
Hvis hullets tolerancer er lidt for stramme i PETG, har du stadig en chance for at redde den med rolig indpresning og minimal vuggen.
ASA/ABS: varmevenligt, men vil helst have enclosure
ASA og ABS er gode valg til funktionelle reservedele der skal tåle varme. Her:
- Loddekolbe: 240 til 270 °C
- Pas ekstra på warp og interne spændinger i printet
- Sørg for enclosure, så delen ikke er kold og spændt når du sætter inserts i
Jeg lader ofte delen ligge i printerens lukkede kammer i 10-15 minutter efter print, før jeg sætter inserts i. Så er spændingerne mere “afslappede”.
Værktøj og teknik: sådan sætter du insert i uden drama
Du behøver ikke specialværktøj, men lidt omtanke hjælper.
Værktøj
- En almindelig loddekolbe på 40-60 W
- Gerne en spids der passer i insertets indre, så du styrer det lige ned
- En flad overflade eller jig til at støtte delen, så du ikke vrider den
Teknik i tre trin
- Varm loddekolben op til det laveste tal i intervallet for dit materiale.
- Sæt spidsen i insertet, vent 2-3 sekunder, og før hele pakken roligt ned i hullet.
- Stop, når flangen eller toppen af insertet er plan med overfladen. Hold stille 2-3 sekunder mens plasten sætter sig, og slip så.
Hvis du skal rette på vinklen, så gør det kun mens plasten stadig er blød. Begynd ikke at rokke et halv-afkølet insert, så flækker bossen meget nemt.
Typiske fejl og hvordan du redder dem
Her er de klassiske “jeg har lige opfundet en sprække”-situationer og hvad du kan gøre.
Bossen revner på langs
Årsager:
- For lille huldiameter
- For tynd boss (for få perimeters)
- For kold plast / for hårdt tryk
Løsning:
- Forøg huldiameter med 0,1 til 0,2 mm
- Tilføj en ekstra perimeter og evt. ribber
- Skru 10-20 °C op på loddekolben og pres langsommere
Insertet bliver skævt
Årsager:
- Ingen støtte til delen, så den vipper
- Loddekolbespidsen passer dårligt i insertet
Løsning:
- Brug en simpel jig, fx en 3D printet vinkel, til at holde delen fast
- Vælg en spids der fylder mest muligt af hullet, så det guider retningen
- Ret kun mens plasten stadig er blød
Insertet sidder løst
Årsager:
- For stort hul
- For lav temperatur, så plasten ikke smelter ordentligt omkring rillerne
Løsning:
- Gå 0,1 til 0,2 mm ned i huldiameter næste gang
- Giv en anelse mere varme, og brug en let roterende bevægelse mens du trykker ned
Mini-case: en elektronikboks-boss der holder i virkeligheden
Et lille eksempel fra min egen stue: en 3D printet elektronikboks til en Arduino dimmer, der skulle skrues op på en væg. Materiale: PETG, 0,4 mm dyse, 0,2 mm lag.
Opsætning:
- M3 inserts, målt Dout = 4,5 mm, længde 5 mm
- Huldiameter: 4,1 mm (PETG, lidt interferens)
- Huldybde: 5,4 mm
- Boss-ydre: 9 mm diameter, 3 perimeters + 20 % infill
- Ribber: 1,2 mm tykke ribber ud til nærmeste væg
- Loddekolbe: 240 °C
Jeg printede boksen så inserts gik ned langs Z-aksen. Fire inserts, ingen revner, og boksen har hængt på væggen i over et år uden at give sig.
Når du selv designer sådan noget, er det guld værd at tænke parametrisk. Så kan du bare ændre insert-typen eller diameteren i én variabel, i stedet for at tegne alle bosses om fra bunden.
Din lille huskeregel til næste gang du designer til inserts
Hvis du kun gider gemme én ting i baghovedet, så lad det være den her:
- Huldiameter = insert-ydre − 0,2 til 0,4 mm afhængigt af materiale
- Mindst 3 perimeters omkring hullet og en boss der ser lidt for tyk ud på skærmen
- Temperatur lavt i intervallet og langsom, kontrolleret indpresning
Hvis du kun gør én ting anderledes efter at have læst det her, så print et lille test-tårn med 3 hulstørrelser til dine inserts og skriv værdierne ned. Så slipper du for at sprænge fire bosses på stribe, som jeg gjorde.

Relaterede indlæg
Tilkoblet Parametrisk og funktionelt design, Standardmaterialer (PLA, PETG, ABS)