Stop med at skyde skylden på filamentet: dit PETG warper ikke af sig selv
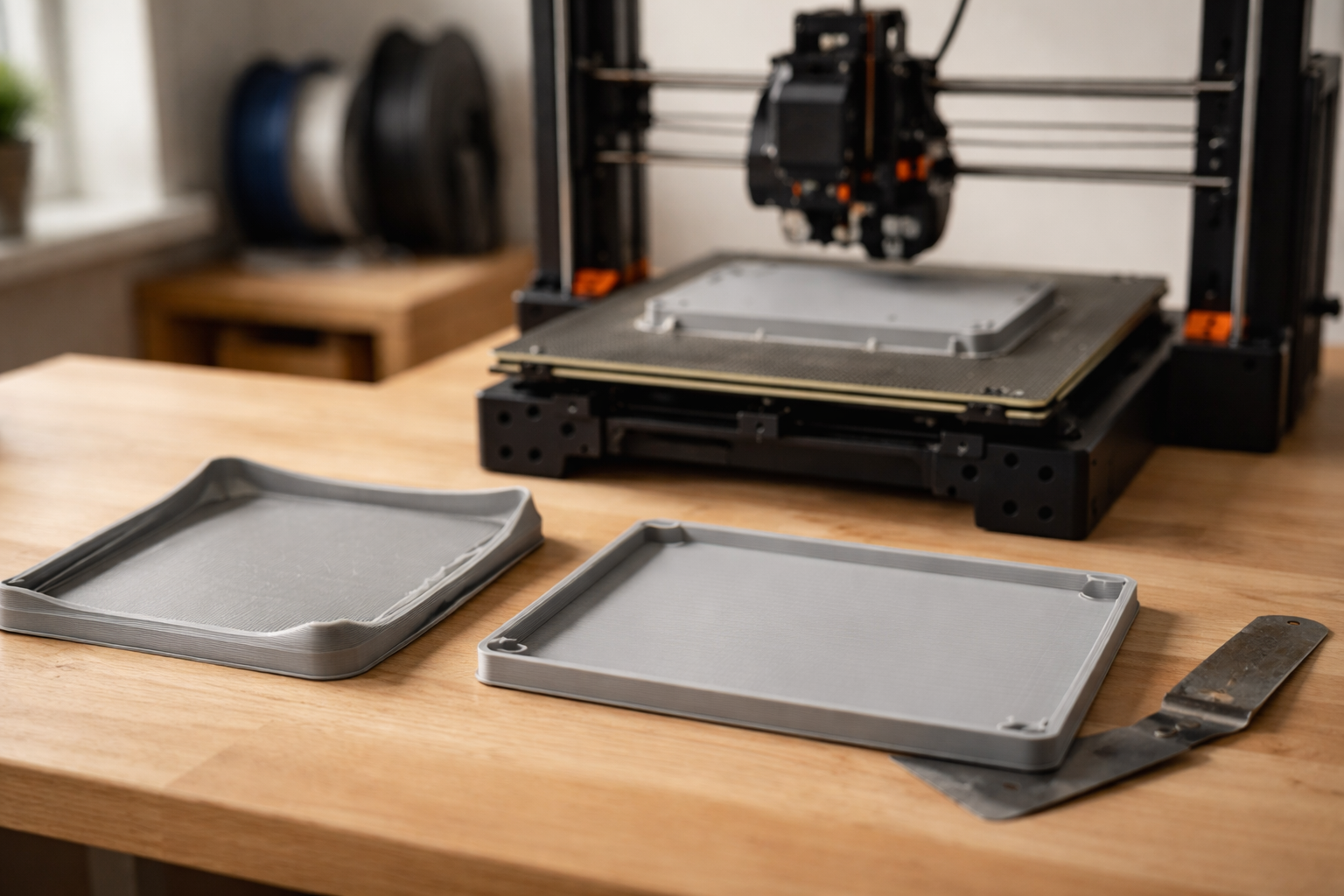
Jeg kan lige så godt indrømme det: første gang jeg printede PETG, endte jeg på gulvet med en spartel i hånden og et halvt ødelagt printbed. Hjørnerne på et stort plantebakke-design havde løftet sig, så hele delen lignede en pringles. Jeg gav selvfølgelig filamentet skylden. Det kunne jo ikke være mig.
Det viste sig så, at det primært var mig.
Og sådan er det tit med PETG warping og hjørneløft. Vi tænker: “PETG hæfter jo for godt, så hvorfor løfter det sig?” Svaret er, at der er forskel på warping på grund af krymp og hjørneløft på grund af et dårligt første lag. Og at din pladetype, lufttræk og køling spiller en langt større rolle, end man lige tror.
I den her guide går vi igennem: hvordan du ser forskel på warping og hjørneløft, hvad der faktisk forårsager PETG problemer, og hvordan du får store flader til at ligge fladt uden at smadre din PEI-plade.
Warping vs. hjørneløft: to forskellige problemer
Det hele ligner bare “det løfter sig i hjørnerne”, men årsagen er ikke altid den samme. Og løsningen er heller ikke den samme.
| Warping (krymp) | Hjørneløft (first layer problem) |
|---|---|
|
|
Jeg plejer at tænke på det sådan her: warping er materialet, der trækker sig sammen, mens hjørneløft er “det sad bare aldrig ordentligt fast”.
Sådan spotter du forskellen hurtigt
Tjek 1: Løfter midten af kanten sig også, eller kun selve hjørnet?
- Hvis hele langsiden buer: warping.
- Hvis kun et eller to hjørner lige popper op: hjørneløft.
Tjek 2: Kig på undersiden af første lag, når du fjerner delen.
- Ser du tydelige, runde strenge uden overlap: for højt Z-offset eller for smal first layer-line width.
- Ser du fladt, lidt “squished” mønster: first layer er nok fint, så kig på temperatur, træk og geometri.
Tjekliste: de 7 typiske PETG warping og hjørneløft syndere
Her er de mest almindelige grunde til, at dit PETG opfører sig dårligt. Jeg tager dem i den rækkefølge, jeg selv ville fejlsøge.
1. Træk i rummet
Åben altandør, vindue på klem, ventilator eller bare en kold gang lige ved siden af printeren. PETG er ikke helt så sart som ABS, men store flader kan stadig få det rigtig stramt af kuldechok.
Løsning:
- Luk vinduer og døre omkring printeren.
- Flyt den væk fra direkte træk (fx ikke lige ved altandøren).
- Overvej en simpel enclosure af pap eller skumplader, hvis du tit printer store dele.
2. Forkert bed-temperatur
For lav bed-temp: delen slipper, fordi underfladen når under glasovergangstemperaturen for hurtigt. For høj bed-temp: nogle PEI-plader begynder faktisk at blive mindre “grippy” ved for høj varme, plus du kan få mærkelig elefanthud.
Typisk sweet spot for PETG er 70-85 °C på bed.
Jeg ender ofte omkring 80 °C til store flader på glat PEI.
Løsning:
- Start med 80 °C bed til PETG og juster op/ned i 5 °C trin.
- Hvis du får tydelig elefantsfod (over-smeltet første par lag): sænk bed til 70-75 °C og øg brim.
3. Z-offset: for højt first layer
Den her er den klassiske. Første lag ser pænt ud på afstand, men hvis du kan se tydelige, afrundede strenge med små gaps imellem, så ligger dysen for højt. Det giver dårligt mekanisk grip og hjørnerne slipper først.
Løsning:
- Kør first layer kalibrering igen. De fleste printere har en dedikeret funktion til det.
- Juster Z-offset i små skridt, fx 0,02 mm ad gangen.
- Stop først, når linjerne i første lag lige “kysser” hinanden og danner en ensartet flade.
4. Fedt og snavs på printbed
Fedtede fingre, støv, gamle limrester. PETG er ret tilgivende på et rent bed, men kan blive stædigt, hvis overfladen er halvsnusket.
Løsning:
- Vask pladen i varmt vand med opvaskemiddel, tør med fnugfri klud.
- Brug isopropylalkohol (IPA) 90 % eller mere til løbende aftørring.
- Undgå at rage rundt på beddet med fingrene, når det er rent.
Hvis du er helt ny i 3D print, så giver det god mening at dykke ned i kategorien kom godt i gang med 3D print, hvor vi har samlet basics som rengøring, kalibrering og sikkerhed.
5. For meget eller for brat køling
PETG kan lide lidt køling, men ikke et koldt chok. Hvis du går fra 0 til 100 % fan efter første lag, kan store flader begynde at slippe i hjørnerne.
Løsning:
- Sæt part cooling til 0 % på første 1-2 lag.
- Ramp blæseren langsomt op, fx til 30-40 % over de næste 5-10 lag.
- Undgå 100 % fan, medmindre du printer små, detaljerede ting.
6. Geometri: skarpe hjørner og store, massive flader
Store, skarpe, rektangulære flader er det værste for warping. Jo mere materiale, der trækker sig sammen, jo større kraft i hjørnerne.
Rødt flag: hvis dit design er fx 200 x 200 mm, helt firkantet og massivt, så skal du næsten forvente, at det kæmper mod dig, medmindre du hjælper det.
7. For hurtig første lag-hastighed
Hvis du kører first layer med samme fart som resten af printet, giver du ikke plastikken tid til at binde ordentligt til beddet.
Løsning:
- Sæt first layer speed til 15-25 mm/s.
- Hold resten af printet omkring 40-60 mm/s med PETG, hvis du vil minimere spændinger.
Pladetyper: glat PEI, tekstureret og glas med PETG
Her kommer den store A vs B sammenligning. PETG opfører sig ret forskelligt alt efter, hvad du printer på.
| Glat PEI-plade | Tekstureret PEI |
|---|---|
|
|
| Glas (eller spejl) | Andre overflader (garoli, specialplader osv.) |
|---|---|
|
|
Min egen praksis: jeg bruger mest glat PEI til PETG, men aldrig uden en plan for, hvordan jeg får delen af uden at flå overfladen op. Mere om det senere.
Indstillinger der faktisk hjælper mod PETG warping
Her er der, hvor sliceren bliver din ven. Små justeringer kan gøre en kæmpe forskel.
First layer: højde og bredde
First layer height: 0,2 mm er et godt udgangspunkt på en 0,4 mm dyse. Du kan godt gå op til 0,24 mm, men hold dig under 75 % af dyse-diameteren for at bevare god squish.
First layer line width: prøv 120-140 % af dyse-diameteren. På en 0,4 mm dyse betyder det 0,48-0,56 mm.
Det giver lidt mere materiale i første lag, som har bedre fat i beddet.
Brim eller raft til PETG?
Jeg er næsten altid team brim til PETG.
- Brim: 5-10 mm bred ring af ekstra første lag omkring delen. Stabiliserer hjørner uden at bruge tons af plastik.
- Raft: Tykt fundament under delen. Jeg bruger det kun, hvis printfladen er virkelig skæv eller delen har meget lille kontaktflade.
Til en stor flade som 200 x 200 mm bakke ville jeg vælge 10 mm brim. Det er ofte nok til at holde hjørnerne nede.
Bed-temp og nozzle-temp sammen
Et godt PETG-setup kunne se sådan her ud:
- Nozzle: 235-245 °C (tjek hvad producenten anbefaler)
- Bed: 75-85 °C
- First layer: samme nozzle-temp som resten eller 5 °C højere, hvis du har adhesion-problemer
Hvis du får meget warping, så prøv:
- +5 °C på nozzle (bedre lag-lag binding, mindre intern spænding)
- +5 °C på bed (bedre grip, især på tekstureret plade)
Fan-ramp i praksis
Konkrete værdier, du kan teste:
- Layer 1-2: 0 % fan
- Layer 3-5: 15 %
- Layer 6-10: 30 %
- Layer 11+: 30-40 % ved normal geometri
Hvis dine hjørner begynder at løfte sig på layer 3-5, er det tit fordi kølingen kører for hårdt for tidligt.
Design-fixes: gør modellen mindre krigsførende
Nogle gange er problemet ikke printeren, men formen du prøver at tvinge igennem. Små designændringer kan reducere stress i hjørnerne.
Afrundede hjørner vs. skarpe hjørner
Skarpe 90 graders hjørner samler stress. Afrundede hjørner spreder belastningen ud.
Hvis du selv designer:
- Skift skarpe hjørner til fillets (rundinger) på 3-5 mm radius.
- På meget store dele: prøv 8-10 mm radius i hjørnerne.
Chamfers og lettelses-slots
En chamfer er et afskåret hjørne i bunden af modellen. Det kan hjælpe mod elefantsfod og mindske kontakten en smule, så delen ikke river pladen med sig.
- Brug fx en 0,3-0,5 mm chamfer på undersiden rundt langs kanten.
Lettelses-slots (smalle gennemgående huller, riller eller “cuts” i store flader) kan også hjælpe. De reducerer samlet materiale og giver plastikken steder at “give sig”.
Orientering på beddet
Hvis din del er lidt aflang, så prøv at rotere den 45 grader på beddet. Det fordeler stressen anderledes og kan nogle gange være nok til at undgå hjørneløft i en bestemt retning.
Sikker fjernelse: sådan ødelægger du ikke din PEI med PETG
En ting er at få PETG til at sidde fast. En anden er at få det af igen uden at efterlade halvdelen af PEI-coatingen på modellen. Her kommer “release-strategien”.
Step 1: Lad beddet køle helt ned
På PEI og glas sker der noget magisk, når beddet går fra 70-80 °C og ned til stuetemperatur. Mange materialer slipper helt af sig selv eller bliver i det mindste meget nemmere at få løs.
- Lad beddet komme ned under 30 °C, før du begynder at hive i delen.
- Hvis din printer har aftagelig fjederstål-plade, så bøj den let. Ofte hører du et “plop”, og delen er fri.
Step 2: Brug et slip-lag ved behov
Mange lave et tyndt lag limstift eller PVA-lim mellem PETG og PEI. Ikke for bedre grip, men for at få kontrolleret grip, så PETG ikke binder kemisk for hårdt til overfladen.
Et helt tyndt, jævnt lag lim kan være forskellen mellem “sidder godt fast” og “river en flage af din PEI”.
Step 3: Ingen voldelige spartel-angreb
Jeg har selv været der: man står med et print, der ikke vil slippe, og så kommer metalspartlen frem. Den er fin i kanten, du er træt, og pludselig har du en flot ridse midt i pladen.
Brug hellere:
- En tynd, fleksibel plastik-spartel.
- Et kort stykke tandtråd eller fiskeline til at “save” under hjørnet.
- Let opvarmning: nogle gange hjælper det at hæve bed til 40 °C igen og prøve.
Mini-case: sådan fik jeg en 200 x 200 mm PETG-plade til at ligge fladt
Tilbage til min plantebakke-historie. Den var cirka 200 x 200 mm, 2 mm tyk bund, 30 mm kant. Første forsøg: voldsomt hjørneløft på to hjørner, selv om midten så fin ud.
Her er før vs. efter opsætningen.
| Før (problemer) | Efter (stabilt print) |
|---|---|
|
|
Resultat: anden version kom af pladen helt flad, uden hjørneløft. Jeg lod beddet køle helt ned til 25 °C, bøjede pladen en smule, og bakken poppede fint af uden drama.
Hvis du godt kan lide de her praktiske “så gjorde jeg”-oplevelser, er der flere historier i kategorien digital fabrikation og makers liv, hvor fokus netop er hverdagsprojekter og erfaringer fra værkstedet.
Din næste PETG-anti-warp tjekliste
Så hvad gør du helt konkret næste gang du står med et PETG-print, der vil løfte hjørnerne?
- Luk vinduer og døre, fjern træk omkring printeren.
- Rengør printbed: varmt vand + opvaskemiddel, derefter IPA.
- Tjek Z-offset med en first layer test og juster, til lagene ligger tæt og fladt.
- Sæt bed til 75-85 °C og nozzle til 235-245 °C (efter filamentets specs).
- Sæt first layer speed til 15-25 mm/s og brug 120-140 % first layer line width.
- Tilføj 5-10 mm brim ved store flader.
- Sæt fan til 0 % på de første par lag, ramp langsomt op til max 30-40 %.
- Overvej design-ændringer: afrundede hjørner, små chamfers, lettelses-slots.
- Lad beddet køle helt ned, før du fjerner printet, og undgå hårdhændet metalspartel.
Pick 2-3 ting fra listen og test dem i dit næste print. Skriv gerne dine egne “før vs. efter” erfaringer ned, så du bygger din egen lille PETG-opskrift med tiden.
Og husk: hvis noget driller dig så meget, at du har lyst til at smide printeren ud ad vinduet, så tager du en pause, får en kop kaffe og vender tilbage. Det her er et maraton, ikke en sprint.
Vil du samtidig have styr på det praktiske omkring udstyr, vedligehold og næste skridt i din hobby, så er der masser af inspiration i både 3D printere og udstyr og den generelle blogsektion.






altså jeg troede også altid det var filamentet, endte med spartel og en halvt smadret PEI-plade efter dino-eksperimenter med min søn, naboen sendte link – altså kan I beskrive helt konkret hvad jeg skal kigge efter ift warping vs hjørneløft når det bare bliver nussede kanter?