PETG der ikke hænger
Jeg kan stadig huske første gang jeg printede en simpel bro i PETG. Jeg stod og kiggede på printeren, og laget hang ned som smeltet ost på en dårlig toast. Jeg havde lige fået bridging til at spille med PLA, så jeg var ret sikker på, at det “bare var det samme”. Det var det ikke.
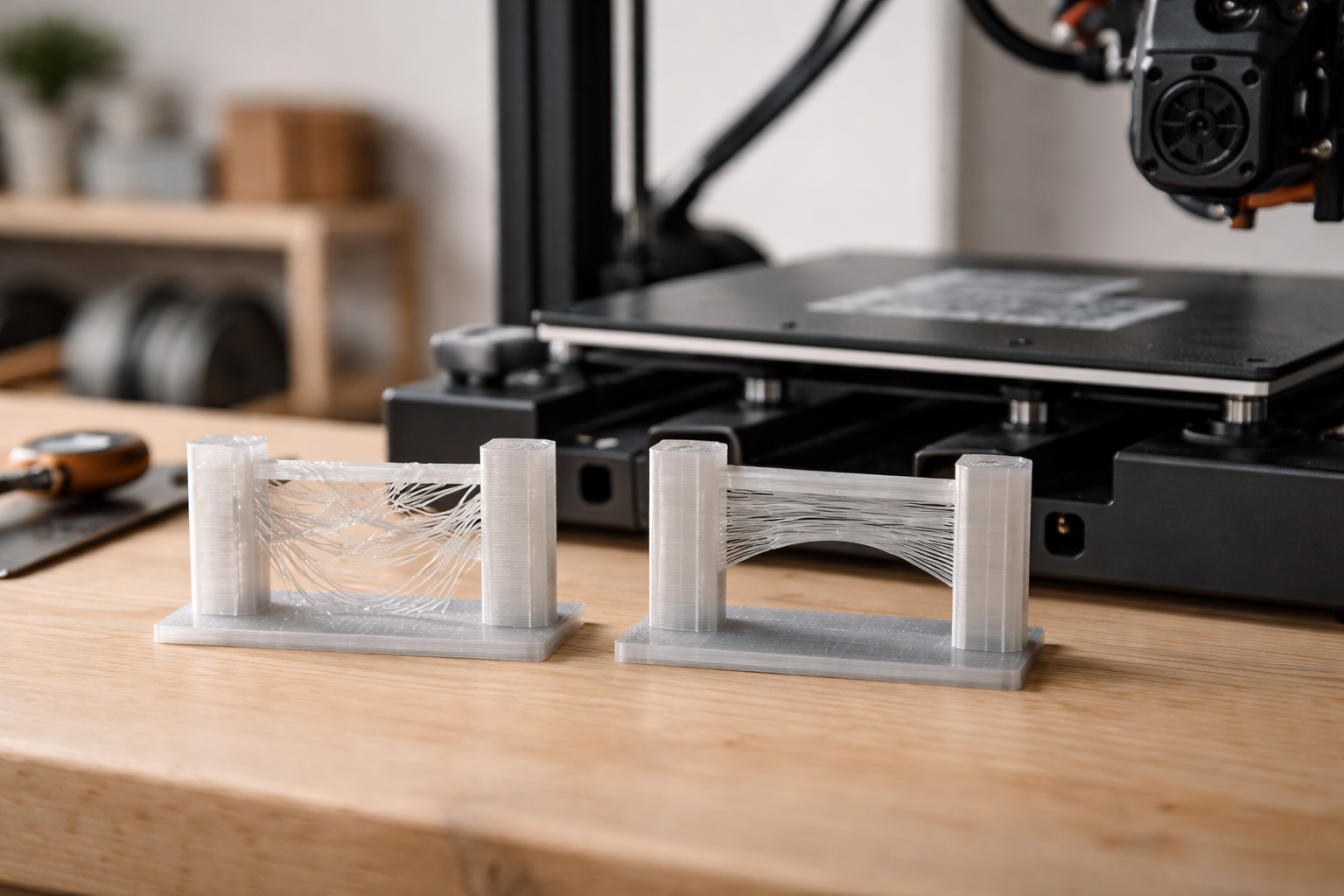
Hvis du også får hængende lag, slaskede broer og grimme overhangs i PETG, så er du ikke alene. Her får du en konkret måde at tune dine PETG bridging indstillinger, uden at ødelægge resten af printet.
Hvorfor PETG brokker sig mere end PLA
PETG er stærkt, sejt og lækkert til funktionelle dele. Men det opfører sig anderledes end PLA, især i luft.
Kort version: PETG er mere sejt og klistret, og det holder længere på varmen. Det er fedt for layer adhesion (lagene binder godt), men skidt når du prøver at lave en bro, hvor filamentet skal spænde fra A til B uden støtte.
De tre største forskelle i praksis
- Mere varme: PETG printes typisk ved 230-250 °C. Det betyder, at tråden forbliver blød længere.
- Sej og elastisk: Hvor PLA knækker, vil PETG bøje og trække sig en smule opad eller nedad.
- Mindre fan: PETG kan ikke lide fuld blæs konstant, så man kan ikke bare sætte 100 % fan og kalde det en dag.
Det er også grunden til, at guides om bridging til PLA ikke bare kan kopieres. PETG kræver lidt mere nænsom køling og nogle særskilte bridging settings.
De 6 vigtigste PETG bridging variabler
Du behøver ikke rode ved 40 indstillinger. Hvis du styrer de her 6, er du langt:
1. Bridge speed (hastighed under bro)
Hastigheden afgør, hvor langt tråden kan spændes, før den når at hænge. For PETG fungerer det ofte godt at gå end dine normale infill/perimeter hastigheder, men ikke alt for langsomt.
- Startværdi: 20-30 mm/s til bridging.
- Hvis tråden knækker eller svinger: sænk hastigheden lidt.
- Hvis den hænger meget: prøv at hæve den en smule, så tråden bliver “strukket” mere.
Det lyder kontraintuitivt, men alt for langsom bridging kan give mere hæng, fordi tråden når at blive blød og tung.
2. Bridge flow (ekstruderet mængde)
Flow under bridging skal ofte lidt ned i forhold til resten af printet. For meget materiale giver tunge strenge, der hænger.
- Start: 80-95 % bridge flow for PETG.
- Hvis du ser tykke buede strenge: sænk flow 5 % ad gangen.
- Hvis der kommer huller mellem strenge: øg flow 2-3 %.
3. Bridge fan (blæser under bro)
Her er PETG ret følsom. For lidt fan giver slask. For meget fan kan give dårlig layer adhesion og sprøde top-lag.
- Hvis du normalt kører 30-40 % fan på PETG, så prøv 60-80 % kun på bridging.
- På lukkede printere eller meget varme kabinetter kan du godt gå tættere på 100 % i korte perioder.
Det er netop her, separat bridging-indstilling er guld værd. Resten af printet kan stadig køre med lav fan for god styrke.
4. Temperatur under bridging
En klassisk PETG-fidus: skru en lille smule ned for dysetemperaturen, når du printer broer.
- Eksempel: Normal PETG-temp 240 °C, bridge temp 230-235 °C.
- Lavere temperatur gør tråden mindre flydende og mere “tråd-agtig”.
Pas på ikke at sænke så meget, at ekstruderen begynder at klikke eller under-ekstrudere.
5. Bridge line width (linjebredde)
Nogle slicere lader dig sætte en separat line width for bridging. En lille smule tykkere linjer kan hjælpe.
- Eksempel: Normal line width 0,42 mm med 0,4 mm dyse.
- Bridge line width: 0,45-0,5 mm.
Det gør strengen lidt stærkere, så den kan spænde længere, før den hænger.
6. Acceleration og jerk
Hvis din printer rykker hårdt i starten og slutningen af hver bridge-linje, kan tråden slippe eller blive slasket.
- Brug lavere acceleration under bridging, fx 500-800 mm/s².
- På nogle printere kan du styre det i firmware, på andre i sliceren.
Det er lidt nørdet, men hvis du har prøvet “alt” andet, er det her næste skridt.
Brug bridge overrides i sliceren
For at få pæne PETG-broer uden at smadre resten af printet, skal bridging behandles som et særtilfælde. Heldigvis har de fleste slicere netop det.
Cura
I Cura kan du slå “Bridge Settings” til via “Settings Visibility”. Når de er synlige, kan du sætte:
- Bridge Wall Speed / Bridge Infill Speed
- Bridge Fan Speed
- Bridge Skin Support Threshold
- Bridge Wall Coasting, osv.
Sørg for at brug “Per Model Settings” hvis du vil teste på en lille model, uden at det rammer hele printet.
PrusaSlicer / SuperSlicer
Her er bridging ekstremt godt dækket. Under “Print Settings” > “Advanced” finder du:
- Bridge flow ratio
- Bridging speed
- Bridge fan speed
Det er oplagt at lave en separat PETG-profil, som du finjusterer kun til broarbejde. Hvis du er ny i slicer-indstillinger generelt, kan du også kigge rundt i kategorien kom godt i gang med 3d print for at få styr på basis først.
Bambu Studio
Bambu har også dedikerede bridge settings under “Strength” og “Cooling”. Kig efter “Bridge”, “Overhang” og “Small Features”. Mange af deres standard-profiler er ret gode allerede, men til PETG kan du ofte skrue lidt ekstra op for fan og ned for flow på broer.
Tun PETG bridging på 20 minutter med et test-print
Her er den proces, jeg selv bruger, når en ny PETG-rulle kommer på, og jeg ved, jeg skal printe noget med seriøse broer eller overhangs.
1. Find en bridge test-model
Søg på f.eks. “bridge torture test” på din foretrukne modelside. Vælg en model med flere spændeafstande, fx 20, 40, 60, 80 mm.
Skaler den ikke op. Pointen er, at det skal gå hurtigt og billigt.
2. Lav en kopi af din PETG-profil
Kald den f.eks. “PETG – bridge test”. Så roder du ikke ved din normale hverdags-profil.
3. Sæt første bud på bridging indstillinger
- Bridge speed: 25 mm/s
- Bridge flow: 90 %
- Bridge fan: 70 %
- Bridge temp: 5-10 °C under normal PETG-temp
- Bridge line width: 0,45-0,5 mm (med 0,4 mm dyse)
Print testen. Det burde tage 10-15 minutter.
4. Vurder resultatet
Kig specifikt efter:
- Hænger midten af broerne markant ned?
- Er der tydelige huller mellem strenge?
- Bliver de længere broer meget værre end de korte?
Jeg plejer at vælge én variabel ad gangen at justere. Ellers er det svært at vide, hvad der hjalp.
5. Finjuster i to små runder
Eksempel på typisk forløb:
- Runde 1: Broen hænger lidt. Jeg hæver fan fra 70 til 85 % og sænker flow fra 90 til 85 %.
- Runde 2: Nu er hullerne for store. Jeg hæver flow til 88 % og sætter hastighed op til 28 mm/s.
Det lyder omstændigt, men efter 2-3 korte prints har du en profil, du kan gemme og bruge igen og igen.
Overhangs i PETG: hvornår fan hjælper, og hvornår det skader
Overhangs er lidt i familie med bridging, men der er forskel: ved overhangs har du stadig noget underliggende materiale, bare ikke ret meget.
Typiske PETG-overhang problemer
- Flossede kanter på fx 45° overhangs.
- Bløde “læber” der hænger en smule ned.
- Siden ser “fnugget” ud.
Ofte kan en smule ekstra fan hjælpe her. Men hvis du giver fuld blæs hele vejen igennem printet, kan delen blive sprød i toppen.
Mit udgangspunkt til PETG overhangs
- Normal fan: 30-40 %.
- Overhang cooling (hvis slicer understøtter det): op til 60-70 % ved overhangs over fx 50°.
- Lidt lavere hastighed på ydre vægge, fx 20-30 mm/s.
Nogle slicere har overhang-specifikke indstillinger. Dem matcher du bare i stil med bridging: mere fan, lidt lavere hastighed, men samme eller kun lidt lavere temperatur.
Hvis du vil lege mere med optimering af workflow og “fin-print”, kan du også finde inspiration i kategorien workflow i værkstedet. Små justeringer i rutiner kan gøre en stor forskel.
Hurtige fixes: orientering, support og design-tricks
Inden du bruger en hel aften på at nørde slicer-indstillinger, kan du nogle gange snyde dig til et bedre resultat med simple design- og orienteringsvalg.
1. Drej modellen
Ofte kan en bro på 60 mm blive til to mindre på 30 mm, hvis du bare roterer modellen 90°. Tjek i previewen, hvordan lagene bliver lagt.
2. Brug smart support, ikke bare “alt under X grader”
Prøv “tree supports” eller manuelle supports, så du kun støtter de længste broer og de værste overhangs. Det sparer tid, filament og efterarbejde.
3. Chamfers og fillets
Hvis du designer selv, så lav overhangs som små skrå kanter (fx 45° chamfer) i stedet for skarpe, flade udhæng. Printet bliver pænere og stærkere.
Lidt det samme som at runde hjørner på møbler. De er rarere at være i stue med.
Gem en “PETG-detail” profil og brug den rigtigt
Efter du har tunet bridging og overhangs, så gør dig selv en tjeneste: gem det hele som en separat profil.
Sådan organiserer jeg mine PETG-profiler
- PETG – standard: til bokse, beslag, funktionelle dele uden vilde broer.
- PETG – detail: til modeller med fine overhangs, små huller, tekst og broer.
Detail-profilen har:
- Bedre bridging indstillinger (som du lige har tunet).
- Lidt lavere hastigheder generelt.
- Mere selektiv og lidt kraftigere køling.
Jeg bruger den kun, når modellen faktisk kræver det. Så slipper jeg for at alle hverdags-prints tager dobbelt så lang tid.
Hvis du er nysgerrig på, hvordan andre balancerer nørderi og hverdagsliv med 3D-print, er der flere historier og tips i kategorien digital fabrikation og makers liv. Det kan være rart at se, at andre også kæmper med små ting som slaskede broer og natprint.
Din lille “næste print” tjekliste
Når du næste gang sidder med et PETG-print, der har broer og overhangs, så prøv den her rækkefølge:
- Lav en kopi af din PETG-profil.
- Aktiver og juster bridging: 20-30 mm/s, 80-90 % flow, 60-80 % fan, 5-10 °C lavere temp.
- Print en lille bridge test-model og tilpas 1-2 variabler ad gangen.
- Hæv fan og sænk hastighed en smule på overhangs, hvis sliceren tillader det.
- Overvej om du kan rotere modellen eller tilføje smartere supports.
- Gem det som “PETG-detail”, når du er tilfreds.
Og hvis det stadig hænger lidt? Velkommen i klubben. PETG bliver sjældent lige så “skulpturel” i luften som PLA, men du kan komme virkelig tæt på. Og det er altså ret tilfredsstillende første gang, man ser en lang PETG-bro ligge næsten helt lige.

Relaterede indlæg
Tilkoblet Kalibrering og finjustering, Materialer og filament, Printteknik og fejlfinding, Slicer-indstillinger og profiler, Standardmaterialer (PLA, PETG, ABS), Typiske printfejl