Tørt vs. klamt filament: sådan redder du PLA, PETG og TPU
Du kender det sikkert: Printeren har kørt perfekt i ugevis, og så en aften lyder det pludselig som om den står og popper popcorn i hjørnet. Sådan opdagede jeg første gang fugtigt PETG. Printet så hæsligt ud, men det var faktisk en ret god læremester.
I den her guide får du den jordnære version: Hvordan du opdager fugt i filament, tørrer det uden at ødelægge spolen, og hvad du realistisk kan gøre i en dansk lejlighed for at holde det tørt.
Fugtigt filament vs. tørt filament: hvad er forskellen i praksis?
Forskellen kan virke subtil i starten, men den er til at tage og føle på, når du først ved, hvad du skal kigge efter. Tørt filament opfører sig forudsigeligt, lagene svejser pænt sammen, og overfladen er ensartet. Fugtigt filament laver ballade.
Du behøver ikke mikroskop. Din printer og dine ører fortæller dig det meste, hvis du ved, hvad tegnene betyder.
Symptomer på fugt: lyd, overflade og styrke
Der er tre ting, jeg altid tjekker: lyd, overflade og hvor let emnet knækker.
Lyd: popping, knitren og små eksplosioner
Hvis du hører små pop eller knitrelyde fra dysen, mens der printes, er det ofte fugt. Vandet i filamentet bliver til damp, udvider sig og laver små mikroeksplosioner i ekstruderingen. Det lyder nærmest som meget svag bacon på panden.
En velkalibreret printer med tørt filament kører ret stille ud af dysen, uden de her ekstra lyde. Hører du popping og har ikke lige skruet voldsomt op for temperaturen, så er fugt en god mistænkt.
Overflade: bobler, mathed og overdreven stringing
Fugtigt filament giver tit små huller eller bobler i overfladen. Især på flade sider kan du se små kratere eller ujævnheder, hvor materialet ikke har lagt sig tæt. Overfladen kan også blive mere mat og ru, hvor den før var pæn og ensartet.
Du kan også få massiv stringing, selvom du før havde styr på retraktion. Små tynde tråde mellem detaljer, eller endda fnulret spindelvæv rundt på hele modellen. Hvis du pludselig får mere stringing uden at have ændret slicer-indstillinger, er fugt et godt bud.
Styrke: sprødt eller gummiagtigt, men på den dårlige måde
PLA med fugt kan blive mere sprødt og knække lettere, både på spolen og i det færdige print. PETG og TPU kan omvendt føles mere gummiagtige eller ujævne i strukturen. Lagene binder dårligere, så dele kan knække langs lagene i stedet for tværs igennem.
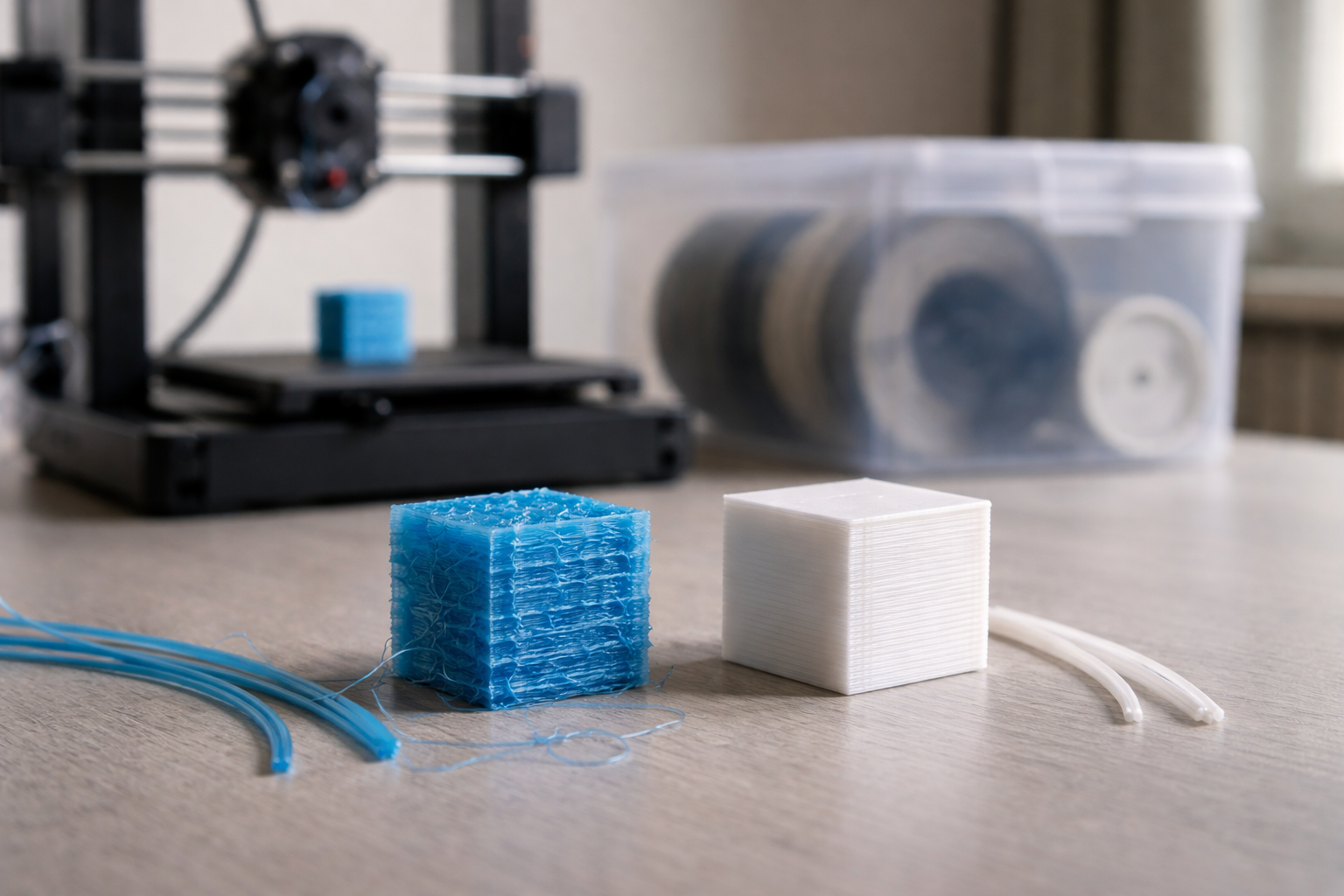
En lille test: Print en simpel 100 % infill kube eller en lille bøjelig prøve, og prøv at knække den. Hvis den flækker langs lagene med meget lidt kraft, samtidig med du har de andre symptomer, er fugt meget sandsynlig.
Hvilke materialer suger mest fugt? PLA vs. PETG vs. TPU vs. nylon
Alle filamenttyper kan tage fugt, men ikke lige hurtigt. Her er, hvordan jeg plejer at rangere dem i et helt almindeligt dansk indeklima.
PLA: Den dovne svamp
PLA kan godt suge fugt, men det går forholdsvis langsomt. En rulle, der står ude et par uger, kan som regel stadig bruges fint, hvis din lejlighed ikke er ekstremt fugtig. Problemerne kommer typisk efter måneder på hylden uden pose.
Typiske PLA-symptomer: lidt ekstra stringing, let mat overflade og enkelte små bobler. Men som regel er PLA den tilgivende type i klassen.
PETG: Fugtmagneten
PETG suger fugt væsentligt hurtigere. Har du en åben rulle PETG liggende fremme i nogle dage, især om sommeren, kan du godt begynde at se forskel. Popping-lyde og kraftig stringing er klassikerne her.
Jeg har haft PETG-ruller, der gik fra perfekte prints til “hvorfor ser det her ud som tyggegummi med huller?” på under en uge uden ordentlig opbevaring.
TPU: Blød og krævende
TPU er også ret hygroskopisk, altså fugtsugende. Det reagerer ofte med meget ujævn ekstrudering, hvis det er fugtigt. Du kan få sektioner, hvor det under-ekstruderer og andre, hvor det klatter.
Resultatet kan blive bløde, men uensartede dele, hvor overfladen ser ujævn og lidt skummet ud. Hvis TPU opfører sig endnu mere besværligt end normalt, er fugt værd at mistænke.
Nylon: Vandelskeren
Nylon er i en kategori for sig selv. Det suger fugt så hurtigt, at mange faktisk tørrer det før næsten hvert eneste lidt kritiske print. Efter få timer i almindelig luftfugtighed kan nylon være mærkbart påvirket.
Hvis du leger med nylon, så tæller tørring og opbevaring næsten som en del af processen på linje med slicing. Det er materialet for dig, der godt kan lide rutiner og bokse med silica overalt.
Tørringsmetoder: filament dryer, ovn og dehydrator
Inden vi snakker temperaturer, er det godt at kende de typiske metoder. Og hvad der er realistisk i en dansk lejlighed.
Filament dryer: Den nemme, men ekstra dims i hjørnet
En dedikeret filamenttørrer er basalt set en lille varmekasse med temperaturstyring og ofte en funktion til at lade spolen køre direkte derfra til printeren. Fordelen er kontrol: du kan sætte f.eks. 55 °C og 6 timer, og så passer den sig selv.
Har du flere printere og bruger ofte PETG, TPU eller nylon, er sådan en boks faktisk ret praktisk. Det er også et oplagt stykke ekstraudstyr i kategorien 3d printere og udstyr, hvis du er træt af uforudsigelige prints.
Ovn: Muligt, men kræver respekt og præcis styring
Du kan bruge en almindelig ovn, men kun hvis du har en, der kan styre temperaturen stabilt og lavt. Mange ovne svinger let 10-20 grader, og så er der ikke langt fra “tørt filament” til “deform plastklump”.
Hvis du vil bruge ovn, skal du måle temperaturen med et separat termometer, ikke bare stole på skalaen på drejeknappen. Og du skal holde dig godt under glastemperaturen på materialet.
Mad-dehydrator: DIY-løsningen
En mad-dehydrator kan fungere som en stabil lavtemperatur-varmekilde. Nogle modificerer dem med låg og afstandsstykker for at få plads til spoler. Fordelen er jævn varme og ofte fin temperaturkontrol op til 60-70 °C.
Hvis du i forvejen er typen, der tørrer svampe eller frugt, kan det her være en sjov kombiløsning. Bare husk, at nylon og PETG ikke smager godt på morgenmüslien.
Temperatur og tid pr. materiale: sikre udgangspunkter
Her er nogle generelle, forsigtige intervaller, som har virket godt for mig og mange andre. Brug dem som startpunkter, og hold øje med, om spolen eller flangerne begynder at deformere.
PLA: Tør, men ikke smeltet
PLA har en glastemperatur omkring 55-60 °C. Du skal altså ligge under det, hvis du vil bevare form og spoletromle.
- Temperatur: 40-45 °C
- Tid: 4-6 timer for let fugt, op til 8-10 timer for meget fugt
Start konservativt med 4 timer, og lav så et lille testprint. Ser du stadig popping og bobler, kan du give den et par timer mere.
PETG: Kræver lidt mere varme
PETG kan typisk tåle en smule højere temperatur end PLA, da det først bliver blødere oppe omkring 70-80 °C. Vi holder os stadig et pænt stykke under for at beskytte spolen.
- Temperatur: 55-60 °C
- Tid: 6-8 timer, op til 10-12 timer, hvis den er meget fugtig
Jeg har haft gode resultater med 60 °C i 8 timer i en filamenttørrer. Efter det var stringing væk, og popping-lydene forsvandt næsten helt.
TPU: Blødt materiale, forsigtig varme
TPU kan variere en del, men som tommelfingerregel er det bedre at give det lidt lavere temperatur over længere tid. For meget varme kan deformere bløde materialer hurtigere.
- Temperatur: 45-55 °C
- Tid: 6-8 timer, nogle gange mere
Hold et ekstra øje med spolen her. Hvis flangerne begynder at blive bølgede, er du for højt oppe.
Nylon: Her tæller timerne virkelig
Nylon har højere temperaturtolerance og suger voldsomt meget fugt, så her går man ofte aggressivere til værks.
- Temperatur: 70-80 °C (i en kontrolleret tørreboks eller ovn)
- Tid: 8-12 timer, nogle kører endda længere
Det her er i den mere nørdede afdeling og kræver udstyr du stoler på. Hvis du mest er PLA/PETG-bruger, kan du roligt parkere nylon i “senere projekt”-kassen.
Sikkerhed: ting du ikke skal gøre ved tørring
Der er et par klassiske fælder, som reelt kan koste dig både filament, ovn og ro i sjælen. Så her er en hurtig “lad være med det” liste.
- Ingen mikrobølgeovn. Filament og spoletromle kan tage skade, og nogle materialer kan begynde at afgive ubehagelige dampe.
- Ikke over glastemperatur. Hvis du ser, at spolen bliver blød, eller filamentet får flade sider, er du for højt oppe.
- Lad ikke spoler ligge tæt på varmekilder uden overvågning. Radiatorer, direkte sol i vindueskarm og lignende giver ujævn varme.
Generelt: Tænk på filament som mad du vil langtidsbage ved lav varme, ikke som en frossen pizza, der skal have fuld skrald på varmen.
Test før og efter: en simpel benchmark, så du kan se forskellen
For at vide om din indsats virker, er det rart med en lille standardtest. Det behøver ikke være fancy.
Vælg en fast testmodel
Vælg en model, der afslører stringing og overfladekvalitet. En lille temperatur-tårn-lignende figur, en figur med flere søjler eller bare en klassisk Benchy fungerer fint. Pointen er: brug den samme model hver gang.
Print den én gang med “mistænkt fugtigt” filament, gem den, og så igen efter tørring med præcis samme slicer-profil. Så kan du sammenligne 1:1.
Hvad du skal kigge efter i sammenligningen
Når du har to prints i hånden, så kig efter:
- Lyde: Har popping-lydene under printet forsvundet eller minimeret?
- Overflade: Færre bobler, mindre mathed, pænere laglinjer?
- Stringing: Mindre spindelvæv mellem detaljer?
- Styrke: Samme model, men sværere at knække efter tørring?
Hvis du kan svare ja til mindst to af de punkter, har tørringen gjort noget godt. Så er det bare at gøre det til en fast vane for de materialer, der suger mest.
Opbevaring der virker i hverdagen
Tørring er kun halvdelen af kampen. Den anden halvdel er at undgå, at du skal gøre det hele om igen hver anden uge. Heldigvis kan du komme langt med ret simple løsninger.
Tætte bokse og poser med silica
Den klassiske løsning er gennemsigtige plastkasser med låg og et par silica-poser. Læg 2-3 spoler i samme kasse, smid silica ind, luk låget, og du er faktisk et godt stykke. Alternativt kraftige lynlåsposer med en silica-pose i hver.
Vil du nørde den lidt mere, kan du bruge fugtindikator-kort, så du kan se, hvornår silica skal skiftes eller tørres igen. Det gør hele processen mindre gætværk og mere “workshop rutine”.
Hold styr på luftfugtigheden
Et lille digitalt hygrometer koster ikke alverden. Sæt et i nærheden af din printer og filamentopbevaring, så du har en idé om, hvor fugtigt dit rum er. Ligger du konsekvent højt (60-70 %), skal du være ekstra skarp på opbevaring.
Det spiller også godt sammen med andre vaner i værkstedet. Hvis du allerede går op i sikkerhed og gode vaner omkring ventilation og rengøring, er fugtkontrol bare endnu et tandhjul i et mere stabilt setup.
En simpel rutine til PETG og venner
Hvis du mest bruger PLA og PETG (måske lidt TPU), kan du faktisk lave en ret nem standardrutine. Ikke noget religiøst system, bare noget der fungerer i hverdagen.
Mit eget “lejligheds-maker” setup
Jeg gør cirka sådan her i min toværelses:
- PLA: Står i plastkasse med silica. Jeg tørrer kun, hvis jeg kan høre popping eller se tydelige bobler.
- PETG: Hvis en rulle har stået ude mere end 4-5 dage mellem prints, ryger den 6-8 timer i filamenttørreren, før jeg printer kritiske ting.
- TPU: Samme som PETG, men ved lidt lavere temperatur og gerne natten over.
Det er ikke perfekt, men det har minimeret dramaet betydeligt. Især PETG gik fra “lutter overraskelser” til “ret stabil ven i værktøjskassen”.
Lav din egen standard
Start med én vane: For eksempel “hver gang jeg åbner en ny PETG-rulle, får den 6 timer i tørrer, og så i boks med silica bagefter”. Hvis du oplever færre problemer, kan du udvide systemet til andre materialer.
Hvis du i forvejen er ved at bygge en bedre hverdag omkring printeren, kan det give mening at tænke det sammen med hele dit workflow i værkstedet. Jo mere der er standardiseret, jo mindre tid bruger du på brandslukning.
Når du tror det er sliceren, men det er fugten
Mange (inklusive mig selv) starter med at skyde skylden på slicer-indstillinger, når print pludselig bliver grimme. Retraction, coasting, temperature towers, you name it. Og ja, indstillinger betyder noget, men fugt kan gøre det hele umuligt at tune væk.
Så næste gang du har:
- Ny stringing, selv ved lave temperaturer
- Popping-lyde fra dysen
- Boblede eller matte overflader >
- Dele der knækker overraskende let langs lagene
… så prøv at tænke “måske er det tid til at tørre filament” før du kaster endnu 3 timer efter sliceren. Lav en hurtig tørre-session, et lille testprint, og se om det ikke tager toppen af problemerne.
Hvis du vil nørde videre i samme boldgade, har vi også artikler om materialer og filament, og hvordan forskellige plasttyper opfører sig. Men start med fugten. Det er en af de nemmeste “usynlige” opgraderinger, du kan give dine prints.
Og husk: Hvis din printer lyder som en popcornmaskine, er det sjældent et godt tegn.

Relaterede indlæg
Tilkoblet Fleksible og særlige materialer, Lagring og håndtering af materialer, Materialer og filament, Printteknik og fejlfinding, Standardmaterialer (PLA, PETG, ABS), Tilbehør og værktøj, Typiske printfejl