Stop krympet kaos: mål dit filament én gang, print præcist hver gang
Forestil dig at måle rigtigt og alligevel ramme forkert
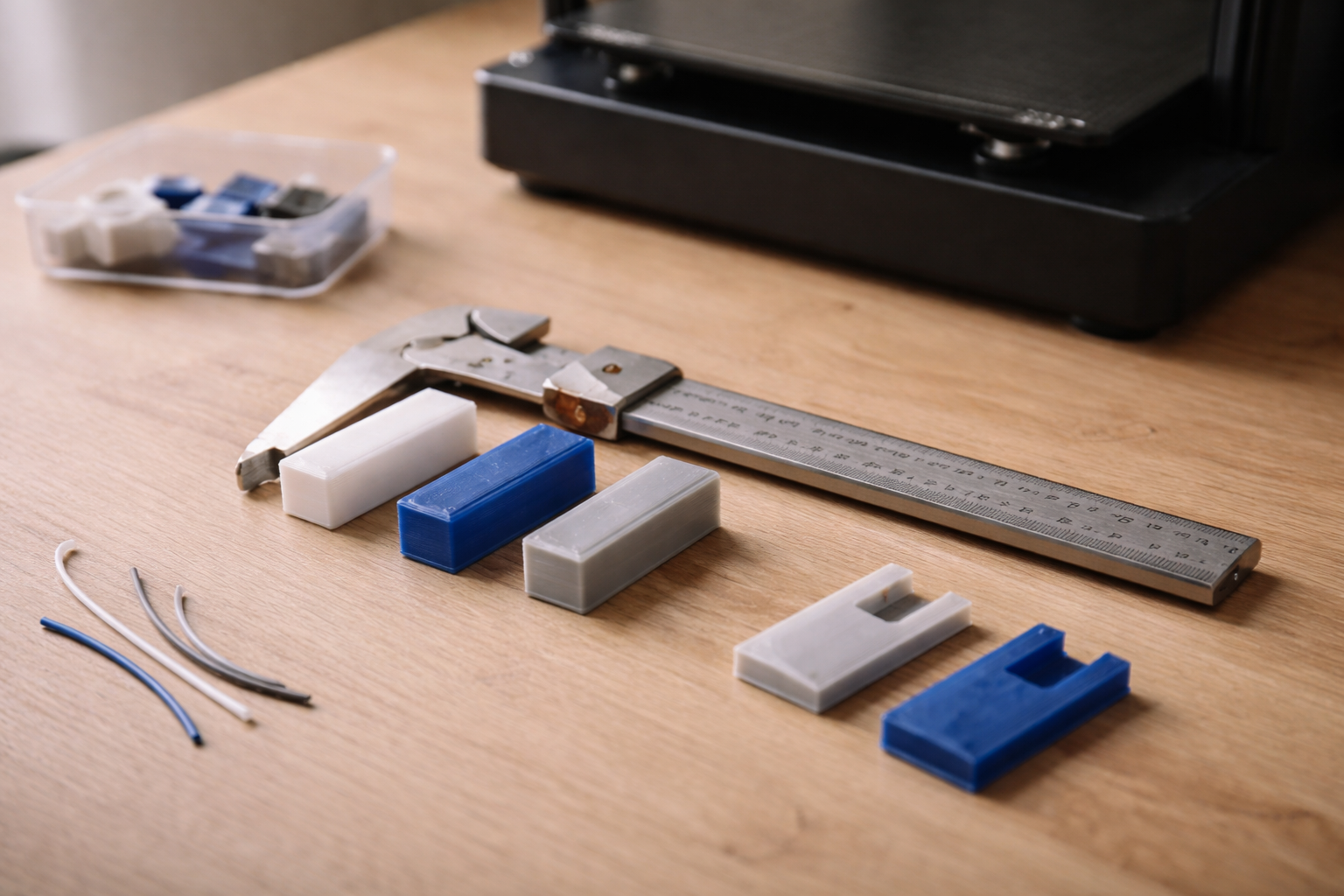
Du står med skydelæren i hånden. Modellen i CAD siger 40,00 mm. Dit printede beslag siger 39,3 mm efter afkøling. Del to, der skulle klikke i, hænger og flagrer.
Du tjekker igen. Er det steps pr. mm? Er det flow? Er det sliceren der driller? Du ender måske som jeg gjorde i starten: skruer på alt på én gang og får et print der er anderledes forkert.
Her er den lidt kedelige sandhed: tit er din printer faktisk fin. Det er materialets krympning i 3D print der flytter målene, når plasten går fra varm til kold. Og det kan du både måle og tæmme ret systematisk.
Skil krympning fra kalibreringsfejl: hvad er hvad?
Før vi begynder at skalere ting i sliceren, skal du være sikker på, at du ikke bare dækker over en dårlig kalibrering.
Typiske tegn på kalibreringsfejl
Kalibreringsfejl handler om, at printeren ikke bevæger sig eller ekstruderer som den tror. Det er mekanik og flow, ikke temperatur.
Du har ofte kalibreringsproblemer hvis:
- Alle materialer måler for småt eller for stort med nogenlunde samme afvigelse
- Dele bliver for tynde eller for tykke i væggen, ikke kun i længden
- Huller bliver konsekvent for små, selv på små teststykker
- Du kan se tydelige tegn på under- eller over-ekstrudering i overfladen
Hvis du mistænker det, så tag en runde i de mere generelle emner om kalibrering og finjustering først. Krympning er næste lag ovenpå, ikke førstehjælp.
Typiske tegn på krympning
Krympning kommer af, at plast udvider sig når det er varmt og trækker sig sammen når det køler ned. Nogle materialer gør det mere end andre.
Krympning er ofte synderen hvis:
- PLA-dele næsten passer, men PETG og især ASA/ABS bliver for små på tværs af hele delen
- Små dele er ok, men store plader eller lange bjælker mangler flere tiendedele eller hele millimeter
- Du har problemer med warping og løftede hjørner på samme materiale
Pointen er: du kan ikke fikse krympning med E-steps. Det er materialets termiske opførsel. Men du kan måle det og kompensere for det, ret præcist endda.
Forstå hvor meget PLA, PETG og ASA krymper
Producenter skriver sjældent “krymper 0,6 %” bag på rullen. Det ville ellers være rart. Men der er nogle tommelfingerregler, du kan bruge som udgangspunkt.
PLA: den pæne og velopdragne
PLA krymper mindst af de tre. Typisk taler vi omkring 0,1 til 0,3 % i XY-retningen på en normal FDM-printer.
På en 100 mm bjælke svarer det til 0,1 til 0,3 mm. Det er der, hvor du kan begynde at mærke det på press-fit dele, men til pynt og figurer er det ofte ligegyldigt.
PETG: midterbarnet med lidt temperament
PETG krymper lidt mere end PLA, men mindre end ASA/ABS. Du vil ofte ligge omkring 0,2 til 0,5 % afhængig af mærke og temperatur.
Det er også her, mange oplever, at dimensioner ændrer sig efter print på større funktionelle emner. Du får måske ikke vilde warps, men nok til at huller og slidser føles lidt for stramme.
Hvis du allerede bøvler med snask og tråde i PETG, så kig på de mere generelle PETG-temaproblemer først. Krymp kommer oven i den pakke.
ASA/ABS: her bliver krympning alvor
ASA og ABS kan krympe 0,5 til 1,5 %, nogle gange lidt mere i ekstreme tilfælde. Det er her enclosure og kontrolleret afkøling begynder at være obligatorisk, ikke bare “nice to have”.
På en 200 mm del kan 1 % krympning betyde 2 mm afvigelse. Så forsvinder enhver chance for, at ting bare passer ved held.
Mål krympning: print én simpel kalibreringsbjælke
Nu til det praktiske. Du behøver ikke 20 fancy testmodeller. Du kan klare det med én simpel bjælke og en skydelære.
Sådan laver du din testmodel
Åbn dit CAD-program eller hent en simpel model. Dimensionerne kunne være:
- Længde: 100,00 mm
- Bredde: 20,00 mm
- Højde: 10,00 mm
100 mm er valgt, fordi det gør procentregningen nem. Du kan også bruge 80 eller 120 mm, bare du ved præcis hvad modellen er tegnet til.
Print instillinger til testen
For at teste krympning i XY, skal Z-aksen ikke blande sig for meget. Brug f.eks.:
- Lager-profil til dit materiale og din printer
- 0,2 mm laghøjde
- 2 eller 3 perimeters, 15 til 30 % infill
- Ingen skalerings-tricks i sliceren (100 % i alle retninger)
Print bjælken midt på beddet, lad den køle af til stuetemperatur, før du måler. Det gør mere forskel, end man tror, især på ASA.
Sådan regner du krymp-procenten
Nu kommer den del af matematikken, jeg godt kan lide: den, der faktisk løser et konkret problem.
Sig du har tegnet 100,00 mm, og du måler 99,3 mm på det færdige print.
- Beregn afvigelsen: 100,00 – 99,30 = 0,70 mm
- Find procent: 0,70 / 100,00 = 0,007
- Lav det om til procent: 0,007 x 100 = 0,7 % krympning i længderetningen
Gør det samme i bredden (20 mm) for at tjekke, om du ser samme procent nogenlunde. Hvis både længde og bredde er omkring 0,7 % mindre, har du et ret konsistent krymp-billede for det materiale på din printer.
Kompensér i sliceren: hvornår og hvordan du skalerer
Når du kender krympningen, kan du vende den om og bruge den konstruktivt i sliceren.
Uniform scaling: hurtigt fix til store, enkle dele
Har du et stort, enkelt emne, hvor alle mål skal skaleres nogenlunde ens, kan du bruge uniform scaling.
Hvis dit materiale krymper 0,7 %, skal du skalere modellen op med cirka 100 / (100 – 0,7) ≈ 100,7 %.
De fleste slicere tillader, at du bare skriver 100,7 % i scale. Prøv at printe testbjælken igen med den skalering og se, hvor tæt du rammer. Ofte lander du inden for 0,1 til 0,2 mm, hvilket er rigeligt til meget funktionelt brug.
XY-scaling: når højden passer, men plan-målene ikke gør
Nogle gange er Z-målet faktisk rigtigt, mens længde og bredde halter. Så giver det bedre mening at justere kun XY.
Mange slicere har en funktion a la “XY compensation” eller du kan slå uniform scaling fra og sætte f.eks. X: 100,7 %, Y: 100,7 %, Z: 100 %.
Brug XY-scaling når:
- Højden på printede dele er korrekt, men ting er for små i planet
- Du printer ting, der skal stables eller glide i Z-retningen, og den dimension allerede spiller
Hvis du nørder meget med tolerancer, er kombinationen af XY-scaling og små design-tilpasninger i CAD ofte bedre end at stolpe alt op via uniform scaling.
Skru på temperaturen: reducer krympning i stedet for kun at kompensere
Du kan ikke fjerne krympning, men du kan dæmpe den ved at give plasten en mere kontrolleret tur fra varm til kold.
Bed-temperatur og kammer
For PETG og især ASA/ABS gør en stabil, varm omgivelse meget. Højere bed-temperatur og helst et nogenlunde lukket rum omkring printeren betyder, at delen køler mere jævnt.
Eksempel:
- PLA: 55 til 60 °C bed, åben printer er som regel fint
- PETG: 70 til 80 °C bed, gerne minimalt træk
- ASA/ABS: 90 til 110 °C bed, enclosure og ingen kold luft på printet
Jo mindre temperatur-chok ydersiden af printet får, jo mindre bliver de indre spændinger, der både giver warping og ekstra krympning.
Part cooling: særligt vigtig ved ASA/ABS
PLA elsker blæser. ASA og ABS gør ikke. For meget køling øger temperaturforskellen mellem lagene og giver mere intern stress.
Mit udgangspunkt er:
- PLA: 80 til 100 % køler, alt efter printer
- PETG: 20 til 40 % køler, kun til detalje-kvalitet og bridging
- ASA/ABS: 0 til 10 % køler, helst kun ved små overhæng
Når jeg har kæmpet mest med krymp og warping i ASA, har løsningen næsten altid været mindre køling og mere stabilt kammer, ikke vildere slicer-tricks.
Design-tolerancer: brug CAD i stedet for at mase på med scaling
Hvis du laver funktionelle dele, får du på et tidspunkt mere ud af at lave dem rigtigt i CAD end at skrue mere og mere på sliceren.
Hvornår du skal designe slack ind
Skal noget glide, klikke eller skrues sammen, så regn med at printeren og materialet aldrig er perfekt. Design bevidst luft på de steder, hvor ting mødes.
Typiske tal, jeg ofte ender med for FDM:
- PLA press fit tap i hul: 0,1 til 0,2 mm samlet slack
- PETG og ASA press fit: 0,2 til 0,3 mm slack (de er lidt mere seje og elastiske)
- Glidende samling: 0,3 til 0,5 mm alt efter længde
Her giver det god mening at dykke ned i emner om design til pasform, hvis du vil helt ned på nørdeniveau med tolerancer.
Kombiner design og målt krymp
Det smukke er, at når du først har målt krympning for din printer og dit materiale, kan du designe med det in mente.
Eksempel: Du ved, at dit ASA på din enclosed printer krymper cirka 0,9 % i XY. Du vil lave en kasse, der skal være præcis 150 mm indvendigt.
Du kan så:
- Enten skalere hele modellen 101 % i XY i sliceren
- Eller designe kassen 151,35 mm indvendigt (150 mm / (1 – 0,009)) og printe uden ekstra scaling
Jeg ender ofte på en mellemvej: lidt CAD-justering og en lille XY-scaling, så jeg ikke er låst til én eneste skaleringsværdi på hele projektet.
Case: stor ASA-del uden drama
Lad mig tage en konkret situation. Jeg skulle printe et stort ASA-panel til en lille udendørs IoT-boks på garagevæggen. Omkring 220 x 140 mm i frontpladen, med klips, der skulle gribe ind i en bagramme.
Første forsøg, uden enclosure, kun bed på 100 °C og lidt køler: panelet løftede i hjørnerne, og bredden endte 1,8 mm for lille. Klipsene kunne lige akkurat fange, men det føltes som at tvinge låget på en Tupperware, der har set for meget opvaskemaskine.
Andet forsøg, denne gang i en lukket printer med dæmpet køling og en testbjælke først: jeg målte cirka 1,1 % krymp i XY. Satte XY-scaling til 101,1 %, beholdt Z på 100 %.
Resultat: panelet målte inden for 0,2 mm af CAD-målet, og klipsene klikkede i, uden at jeg følte, jeg var ved at knække noget. Det tog én ekstra testbjælke og et par minutters skydelære-matematik, men sparede mig for tre gæt-prægede fuldprint mere.
Tjekliste: byg din egen krymp-database
Hvis du vil gøre dit fremtidige jeg en tjeneste, så lav en lille logbog. Det behøver ikke være fancy.
Her er en simpel liste du kan bruge hver gang, du åbner en ny rulle filament:
- Notér: printer, dysetype, firmware, slicer-profil (bare navnet)
- Notér: materiale, mærke, farve, anbefalet temperatur
- Print: en 100 mm kalibreringsbjælke med standard-profilen, uden scaling
- Mål: længde og bredde efter fuld afkøling
- Regn: krymp-procent i X og Y
- Skriv: “PETG, mærke X, blå: 0,4 % krymp XY ved 240 °C / 80 °C bed”
- Tilføj: hvilken XY-scaling der ramte bedst, da du prøvede igen
Efter et par ruller har du din egen lille database. Næste gang du skal lave et præcisionsbeslag, kan du hive den frem og starte meget tættere på målet i første forsøg, i stedet for at gætte hver gang. Og hvis du samtidig arbejder lidt med både materialevalg og filament og de mere nørdede avancerede printteknikker, begynder tingene at falde meget mere roligt på plads.

Relaterede indlæg
Tilkoblet Kalibrering og finjustering, Materialer og filament, Parametrisk og funktionelt design, Printteknik og fejlfinding, Slicer-indstillinger og profiler, Standardmaterialer (PLA, PETG, ABS), Tekniske og stærke materialer, Typiske printfejl