Ser dine vægge også ud som bølgepap i stedet for glatte flader?
Her er det, du gerne vil have styr på, inden du kaster endnu en time efter sliceren:
1) Lære at se forskel på Z‑wobble, rem‑artefakter og almindelig extrusion‑rod.
2) Køre tre små testprints på cirka 20 minutter, der peger dig i den rigtige retning.
3) Få en simpel rækkefølge: juster, rens/smør, udskift. I den rækkefølge. Ikke omvendt.
Det er det, vi går igennem her. Ingen magiske “tryk på den her knap i Cura” tricks. Bare mekanik, mønstre og et par ærlige historier fra min egen bunke af mislykkede prints.
Hvordan ser ægte Z‑wobble egentlig ud?
De mønstre du skal kigge efter på væggene
Det første jeg gør, når nogen sender et billede af skæve vægge, er faktisk bare at sidde og glo på mønstret. Ikke på farven, ikke på første lag, bare på gentagelsen.
Z‑wobble viser sig typisk som periodiske bølger i Z‑retningen. Altså: du får en slags “ringbrynje” op ad væggen, hvor bølgerne har nogenlunde samme afstand opad. Ofte passer den afstand ret pænt med stigningen på din Z‑spindel. Har du for eksempel en leadscrew med 8 mm stigning, vil du tit se et mønster for hver 8 mm eller et helt antal gange 8 mm.
Rem‑relaterede artefakter, det mange kalder VFA (Vertical Fine Artifacts), har et andet look. Det er mere som fine, lodrette striber. De er ofte meget tættere, og de følger ikke nogen bestemt højde. De er mere koblet til motorens mikroskridt, spænding på remmen og hvor hårdt du generelt presser hastigheden. De kan godt ligne Z‑wobble på afstand, men hvis du drejer printet i lyset, ser du ofte, at striberne mere ligger fast i X eller Y retningen, ikke som bølger, der gentager sig i Z.
Ekstrusionsproblemer laver helt tredje mønstre. Under‑ eller overekstrudering giver ofte uregelmæssige huller, små “huller” i væggen, eller enkelte lag, der ser for tynde eller for tykke ud. Det er sjældent lige så periodisk pænt som mekaniske fejl. Mere kaos, mindre rytme.
Jeg har en tommelfingerregel: hvis du kan nearly tegne en sinusbølge op ad væggen med konstant afstand mellem toppene, så mistænker jeg Z. Hvis det bare er “ru væg”, så kigger jeg først på remme, hastighed og extrusion.
Z‑axis binding vs bent leadscrew
Så har vi to klassiske Z‑dramaer: Z‑axis binding og en skæv spindel (lead screw wobble).
Z‑axis binding er når noget fysisk hakker, sætter sig fast eller kræver for meget kraft for at bevæge sig i Z. Det kan være skæve Z‑føringer, skæve linearskinner eller en Z‑møtrik, der ikke sidder lige. Typisk mønster: enkelte lag ser mast ud, så kommer der et par rene lag, og så igen et område hvor printeren tydeligvis har kæmpet. Man kan nogle gange høre motoren “synge” lidt ekstra i de områder.
En bøjet Z‑spindel giver mere ren periodisk wobble. Forestil dig at du drejer en let bøjet stang mellem hænderne. Spidsen danser rundt i en cirkel. På en printer betyder det, at vognen i toppen bliver tvunget til at svinge frem og tilbage med hver omdrejning. Det bliver oversat direkte til bølger på dine vægge.
Jeg har set folk skrue og skrue på deres slicer for at slippe af med det her, inklusiv mig selv i mine tidlige år. Man kan dæmpe det lidt med lavere hastighed og tykkere lag, men det er som at male over rust. Det kommer igen.
Ringing og vibrationer er noget helt andet
Ringing er de små “skygger” efter skarpe hjørner, som hvis printet ringer efter, at vognen har skiftet retning. De ligger altid rundt om detaljer. Altså, du ser dem omkring vinduer, tekst, hjørner osv.
Banding/bløde bølger på lange flader, der går hele vejen rundt om emnet, uden relation til hjørner, er noget andet. Her er vi i mekanikland, ikke i ren hastighedsland. Hvis du vil nørde mere i ringing, kan du dykke videre ned i artiklen om hastighed og skarphed og input shaping. I den her omgang holder vi blikket på de bølgede vægge.
Tre testprints der afslører, om det er Z, remme eller noget tredje
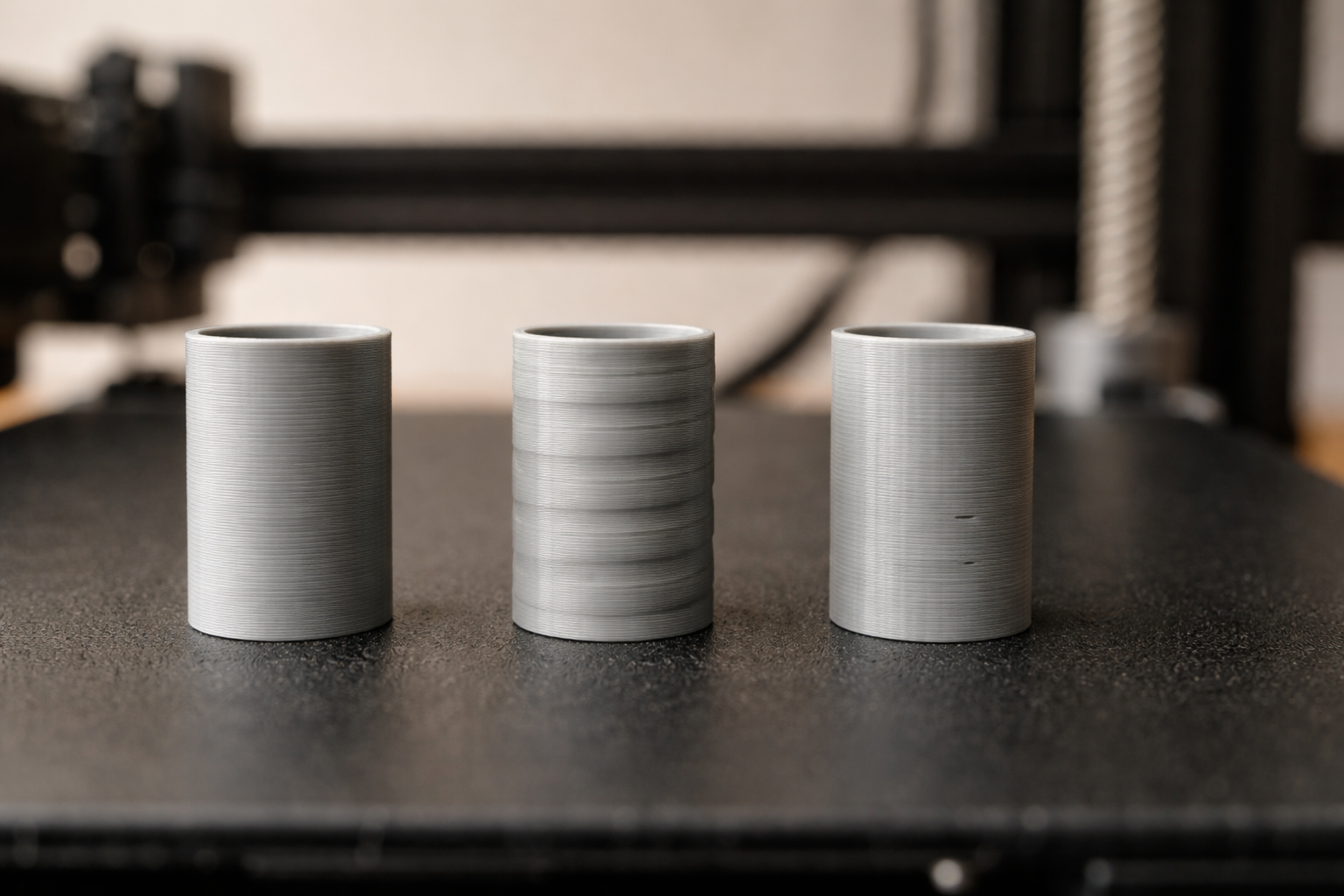
Test 1: Den høje, glatte cylinder
Første test er den mest afslørende for klassisk Z‑wobble. En høj, simpel cylinder. Ingen tekst, ingen huller, ingen pynt. Bare en ren, lodret flade hele vejen rundt.
Jeg plejer at køre cirka 60 mm i diameter og 120 til 150 mm i højden. Lagtykkelse 0,2 mm, ret lave hastigheder, så vi ikke blander ringing alt for meget ind: for eksempel 40 mm/s perimeter, ingen vase-mode, helt standard to eller tre perimetre.
Når den er færdig, tager du den i hånden, drejer den langsomt i lyset og kigger efter et periodisk mønster, der løber hele vejen rundt. Hvis du kan finde en “bølge” og følge den 360 grader, og den dukker op igen efter samme afstand i højden, så er det næsten altid noget med Z‑aksen: skæv spindel, skæve Z‑fittings eller Z‑møtrik, der ikke sidder ordentligt.
Er overfladen derimod bare sådan let stribet i én retning, men uden tydelig gentagelse i højden, er det ofte mere rem/motor stepper, vi skal lege med senere.
Test 2: Den høje rektangel med skarpe hjørner
Næste test er en høj, tynd rektangulær blok, for eksempel 30 x 100 mm i footprint og 120 mm høj. Gerne placeret så den lange side ligger på X eller Y retningen, så du kan sammenligne forskelle mellem akserne.
Her kigger vi efter to ting: ændrer mønstret sig omkring hjørnerne, og er der forskel på den ene lange side vs den anden? Hvis du har ringende hjørner, der stråler ud på de første 10 til 15 mm efter hvert hjørne, men ellers relativt ren flade, så er vi tilbage ved vibrationer og accelerationsindstillinger.
Hvis begge lange sider har samme bløde bølger hele vejen, og de følger højde ret systematisk, så bekræfter det igen et Z‑problem. Hvis den ene retning er meget værre end den anden, og mønstret mere ligner fine lodrette ridser end bølger, så hedder diagnosen typisk remme og pulleys.
Test 3: Ensartet hastighedstest
Tredje test er mere en slicing‑øvelse. Tag enten cylinderen eller rektanglen og lav en profil, hvor du sætter alle hastigheder til samme værdi. Perimeter, infill, walls, top, alt sammen, for eksempel 40 mm/s. Ingen adaptive hastigheder, ingen jerk‑eksperimenter, ingen wild west.
Grunden er simpel: hvis du kører med meget forskellige hastigheder på forskellige features, kan printet få varieret tryk i hotenden og forskellige vibrationer alt efter hvor i emnet du er. Så er det svært at se, hvad der kommer fra mekanik og hvad der kommer fra slicerens forsøg på at være klog.
Print igen, og kig på mønstret. Hvis bølgerne nu ser mere ensartede og tydelige ud, er det et godt tegn på, at det er rent mekanisk. Hvis de derimod bliver langt pænere, kan det være, at dine meget aggressive hastighedsprofiler før har trigget mekaniske svagheder. Det ændrer ikke på, at noget bør strammes eller smøres, men det giver dig et hint om, hvor følsom din printer er.
Hvad Z‑aksen så typisk fejler med
Skæv eller spændt montering af Z‑spindel
Den mest klassiske fejl jeg ser, når folk sender billeder, er en Z‑spindel, der er spændt fast som om den var et præcisionsleje. Problemet er bare, at de billige leadscrews, der følger med mange hobbyprintere, sjældent er helt lige. De skal have lov at “slå” en smule, uden at det tvinger resten af printeren til at følge med.
Kig på toppen af din Z‑spindel. Hvis den sidder fanget i en stram bøsning eller et plastikbeslag uden mulighed for at bevæge sig en anelse frit, er det et oplagt sted at starte. Mange modder ender faktisk med at fjerne topbeslaget helt, så spindlen kun er fast forbundet i bunden via motoren og Z‑møtrikken på vognen.
Et lille trick: kør Z‑aksen op midt på, sluk printeren, og drej spindlen i hånden. Kig på toppen. Bevægger den sig i en lille cirkel, mens vognen står nogenlunde stille, er det ok. Hvis vognen tydeligt gynger fra side til side, hver gang du roterer spindlen en omgang, har du enten en meget skæv spindel eller en meget stiv topføring, der tvinger alt rundt.
Koblingen mellem motor og spindel
Næste punkt er koblingen fra Z‑motorens aksel til selve spindlen. Mange printere bruger sådan en fleksibel alukobling med skiver. Tanken er fin: den skal tage små skævheder. I praksis bliver den tit spændt forkert.
Den klassiske bommert: både motorakslen og spindlen stikkes langt ind i koblingen, næsten til de rører hinanden, og så spændes skruerne hårdt. Så har du lavet en næsten stiv pind ud af noget, der skulle kunne bøje en smule.
Gør i stedet det her: træk spindlen en smule op, så der er en lille afstand mellem motorakslen og spindlen inde i koblingen. Spænd skruerne, så hver aksel har sit eget lille “greb”, men uden at presse dem mod hinanden. Så kan koblingen faktisk arbejde, som den er tænkt.
Z‑møtrik og alignment med vognen
Z‑møtrikken, altså den messing- eller plastikmøtrik, der kører op og ned på spindlen, skal sidde godt, men ikke stift, fast på Z‑vognen. En del printere bruger to skruer gennem aflange huller. De huller er der ikke kun for sjov. De giver møtrikken lidt frihed til at centrere sig selv omkring spindlen, i stedet for at tvinge spindlen til at følge vognen.
Jeg har haft en printer, hvor jeg strammede de to skruer alt for hårdt. Resultat: vognen hakkede i bestemte højder, og de højdeområder gav helt klart synlige bælter på mine prints. Løsningen var nærmest pinlig: løsne skruerne en smule, ryste vognen let frem og tilbage, og så spænde dem, så møtrikken stadig kunne “svømme” en anelse.
Prøv samme øvelse. Hvis din Z‑vogn ikke kan bevæge sig glat op og ned, når du skubber den i hånden (med motorerne slukket), uden mærkbare hak, er der noget, der binder. Her er kategorien kalibrering og finjustering også guld værd, hvis du vil dykke mere ned i systematikken bag justering.
Remme, pulleys og de lodrette striber der snyder dig
For løse, for stramme eller bare skæve remme
Remme er lidt som cykelkæder. For slappe, og det rasler og hopper. For stramme, og alt føles tungt og trægt. På en 3D‑printer kan begge dele give mønstre på væggene, der kan minde lidt om Z‑problemer.
For slappe remme kan give små mikrospring, når vognen skifter retning. Det laver ofte en meget fin “savtakket” overflade i én retning. For stramme remme kan forstærke enhver lille ujævnhed i motorens bevægelse og skabe regelmæssige lodrette artefakter.
En god tommelfingerregel: remmen skal kunne give sig lidt, når du klemmer den let sammen med to fingre midt imellem to hjul, men ikke så meget at den føles gummiagtig. Den skal have en ret frisk, høj tone, hvis du plinger let til den, men ikke helt guitarstrenge‑niveau.
Pulleys der ikke sidder hvor de skal
Pulleys, altså de små tandhjul på motorakslerne, kan skabe nogle virkelig drilske mønstre, hvis de ikke sidder ordentligt. Hvis sætskruen ikke rammer fladen på motorakslen, eller hvis selve hjulet ikke sidder helt vinkelret, får du mikroskopiske variationer i, hvor langt hver omdrejning reelt flytter vognen.
Det kan vise sig som meget fine, regelmæssige striber langs X eller Y. Ofte mere synlige på store, flade sider. Tag et kig direkte fra siden: står rem og pulley helt lige, eller vipper remmen lidt op og ned, når den kører?
Et simpelt fix er at løsne sætskruen, trykke pulley let ned, så den flugter med de øvrige hjul, og spænde skruen igen, mens du holder motorakslen stille med fingrene. Og så tjekke, at skruen faktisk klemmer mod den flade side af akslen.
Hvorfor VFA kan ligne Z‑wobble
VFA skyldes ofte en blanding af remspænding, drivstrøm til steppere og mikroskridt. Det kan især ses på maskiner med meget stille drivere, hvor de små variationer i mikroskridt kan lave mønstre, som kun lige akkurat anes i lyset, men som alligevel irriterer øjet.
Grunden til, at det ligner Z‑wobble, er at begge dele laver rytmiske mønstre. Forskellen er retningen. Z‑wobble optræder typisk som bølger i højden, der går hele vejen rundt om emnet. VFA sidder mere “fast” i en bestemt side af printet og flytter sig ikke op og ned med et bestemt interval. Hvis du roterer modellen, og mønstret følger printerens X/Y retninger, er det ikke Z, du jagter.
Lejer, hjul og rails: når friktionen laver bælter på printet
V‑hjul der kører på alu‑profiler
Mange populære FDM‑printere bruger V‑hjul i plastik, der kører direkte på aluminiumsprofiler. Det er billigt og fungerer, men kun så længe hjulene er nogenlunde runde og ikke for hårdt spændt.
Hvis du har en Z‑vogn, der kører på V‑hjul, kan for hårdt spændte excentriske hjul give små hak i bevægelsen. Når vognen så skal klatre op, kan den slippe lidt pludseligt, og så får du områder, hvor lagene samler sig lidt for tæt, og andre hvor de strækkes.
Med motorerne slukket kan du prøve at bevæge vognen roligt op og ned med hånden. Det skal føles let og glat. Hvis du kan mærke små bump, så prøv at løsne de excentriske møtrikker en smule, så hjulene stadig holder vognen stramt, men uden at klemme metallet.
Linearskinner og tørre lejer
Har du en printer med linearskinner, kan de også sagtens lave rod. En tør skinne eller et leje med snavs i laver typisk en mere hård “hak‑følelse”, lidt som et tandhjul. Det kan sætte sig som gentagne bælter i bestemte højder, især hvis Z‑vognen har svært ved at overvinde friktionen jævnt.
Her er løsningen kedelig men effektiv: rens og smør. En fnugfri klud til at tørre skinnen af, og en ganske lille mængde passende olie eller fedt. Kør vognen frem og tilbage mange gange i hånden, så smøringen fordeles. Du behøver ikke pløje vognen af skinnen og bade det hele, hvis det bare er let ujævn gang.
Hvor meget må du snyde i sliceren?
Filtre, glatning og “hjælpemidler”
Mange slicere har begyndt at få features, der kan udjævne overflader, ændre laghøjder adaptivt eller justere hastigheden for at skjule småfejl. Det kan være fint at bruge, men jeg vil virkelig anbefale, at du først finder roden til mekaniske problemer.
Bruger du glatning eller adaptive lag til at skjule en skæv Z‑spindel, står du med samme udfordring, næste gang du vil printe noget, hvor detaljerne virkelig betyder noget. Og du får svært ved at sammenligne dine resultater med andres, fordi din printer i praksis bare får plaster på.
Jeg har skrevet tidligere om, hvornår indstillinger og hvornår skruetrækkeren redder dig i artiklen service eller slicer‑settings. Z‑wobble og banding er helt klart på service‑siden i min bog.
Prioriteret rækkefølge: sådan griber du det an på 20 minutter
1. Visuel diagnose med testprints
Start med de tre tests. Cylinder, rektangel, ens hastighed. Tjek mønstret: er det bølger i højden, lodrette striber, eller kaos? Noter gerne med en tusch direkte på modellen, hvad du ser hvor. Ja, det lyder nørdet. Ja, det hjælper.
2. Justér: spindel, kobling, remme
Når du har en mistænkt, starter du blidt. Justér Z‑spindel topmontering, eller fjern den helt. Sørg for korrekt montage af koblingen. Tjek at Z‑møtrikken ikke er boltet stift. Gå derefter videre til remme: spænd dem til det “friske” område, hverken hængebro eller guitarstreng.
3. Rens og smør: hjul, skinner, spindel
Når tingene er justeret, så giv mekanikken lidt kærlighed. Rens Z‑spindlen for gammel skidt, giv den en let olie. Samme med linearskinner, hvis du har dem. Tjek V‑hjul for flade spots eller slitage og tilpas excentriske møtrikker.
4. Udskift først, når du ved hvorfor
Hvis du kan se, at spindlen er tydeligt bøjet, eller et leje rasler, så ja, så skal der nye dele til. Men lad være med at starte med at smide penge efter nye spindler, dual Z‑mods og fancy rails, før du ved, hvad problemet kom fra. Ellers risikerer du bare at bygge den samme fejl ind i en ny opsætning.
Jeg har selv været for hurtig med opgraderinger mere end én gang. Resultat: dyrere printer, samme skæve prints. Det er lidt ligesom at opgradere cyklen med kulfiberstyr, før man har pumpet dækkene.
Hvornår er det “godt nok”, og hvornår skal du stoppe og reparere?
Lidt struktur er normalt, komplet bølgepap er det ikke
Ingen FDM‑printer laver fuldstændig spejlblanke vægge direkte fra dyssen. Selv på en rigtig veltrimmet maskine vil du kunne se lette laglinjer og en smule tekstur, især hvis du holder printet tæt på en lyskilde.
Hvis du kun kan se striberne i meget skarpt sidelys, og du primært printer funktionelle ting, der skal skrues sammen eller holde noget, så er det helt fair at sige “nu er det fint”. Især hvis målene er præcise, og ting passer sammen. Den del har vi blandt andet snakket om i guiden om hvordan du får dine prints til at passe.
Hvis du derimod får tydelige bælter, hvor skruer pludselig sidder løsere i bestemte højder, eller hvor to printede dele ikke passer sammen, når du vender den ene 180 grader, så har du mere end kosmetik. Så påvirker det funktion, og så er det værd at tage fat om roden, også selvom printeren teknisk set “kan printe”.
Mit forslag til dit næste skridt
Hvis du står med et print i hånden lige nu og er lidt i tvivl, så gør det her: vælg én af testmodellerne, brug en halv time på at printe den, og kig så roligt på den. Prøv at beskrive mønstret for dig selv: “bølger hver cirka X mm i højden”, “fine lodrette ridser på den side, der vender mod X”, eller “tilfældigt rod”.
Den beskrivelse gør det meget nemmere at vælge den rigtige skruetrækker, både bogstaveligt og billedligt. Og så slipper du for at sidde endnu en aften og tweake slicerprofiler, når problemet i virkeligheden sidder i en bøjet stang eller en for stram rem.
Start med diagnose, så justering, så vedligehold. Så lover jeg, at dine vægge stille og roligt begynder at ligne glatte flader igen og ikke bølgepap fra flyttekassen ude i skuret.

Relaterede indlæg
Tilkoblet FDM-printere, Kalibrering og finjustering, Printteknik og fejlfinding, Støj, vibrationer og stabilitet, Typiske printfejl, Vedligeholdelse og reparation