PLA vs resin: sådan får du huller og tapper til faktisk at passe
Hvorfor din 10 mm bolt aldrig passer i dit 10 mm hul
Folk bliver oprigtigt overraskede, når de måler deres prints første gang. Jeg har set det igen og igen: I CAD har du tegnet et hul på 10,00 mm. Printeren kører pænt, laget ser fint ud, alt ser godt ud. Du finder en 10 mm bolt frem, prøver at sætte den i hullet … og den stopper halvvejs. Målebåndet siger 9,4 mm. Velkommen til tolerancer i 3D-print.
Jeg målte engang en serie af 20 mm testkuber fra min egen printer. De målte konsekvent 20,4 mm, uanset hvad jeg gjorde, indtil jeg begyndte at tage dimensionel kalibrering alvorligt. Samme historie med huller: De bliver næsten altid for små, og tapper bliver ofte for tykke.
I den her artikel går vi konkret på tolerancer i 3D-print. Ikke teoretiske ISO-pasninger til maskinværksteder, men tal der faktisk virker ved hjemmets FDM- og resinprintere. Jeg gennemgår tre typer pasning, hvorfor huller lyver, starter med nogle gode standardtal, og så bygger vi en hurtig tolerance-test, du kan printe og bruge igen og igen.
Slip, snug, press: de tre pasninger du faktisk bruger
Slip fit: når ting skal kunne bevæge sig uden at binde
Slip fit er der, hvor der er en lille smule klaring mellem delene. De skal kunne glide, dreje eller kunne samles uden værktøj. Et låglignende låg på en kasse. En aksel der skal kunne dreje i et hul. Et brætspilsinsert, hvor brikkerne skal op og ned mange gange.
I praksis svarer det til, at hvis du har en 10 mm aksel, så designer du hullet til måske 10,3 eller 10,4 mm på en typisk FDM-printer. På resin kan du ofte slippe afsted med mindre klaring, men kun hvis du har styr på exposure og krymp.
Snug fit: når det gerne må sidde stramt, men kunne tages af igen
Snug fit er det der behagelige klik, hvor det sidder fast, men du kan stadig hive det fra hinanden uden skruetvinger. Det bruger jeg til kabinetter, der skal kunne åbnes igen, eller beslag der skal sidde fast, uden at man nødvendigvis bruger skruer.
Her går vi typisk efter 0,1 til 0,25 mm total klaring på FDM i den ene retning. Så hul måske 10,2 mm til en 10 mm tap. På resin kan snug ofte være helt nede omkring 0,05 til 0,15 mm, igen afhængig af, hvordan din printer er tunet.
Press fit: når delene skal sidde fast uden skruer
Press fit er presset pasning. Du forventer, at dele enten skal bankes let sammen eller trykkes i med håndkraft og så mere eller mindre bliver der. Det kan være et tandhjul på en motoraksel, en knap der skal klikkes ned i et panel, eller en tap der ikke må kunne dreje sig.
Her designer du faktisk den ydre del større end hullet. Til en 10 mm aksel kunne du fx lave et 9,8 eller 9,9 mm hul og så regne med lidt eftergivende plast. På FDM er press fit dog tricky, for printeren er ikke 100 % gentagelig. Resin er bedre til det, men til gengæld mere sprødt, så der skal passe ekstra godt.
Hvorfor huller næsten altid bliver for små
Ekstrudering og plast der flyder indad
Når du tegner et hul i CAD, så tænker du i matematik. En perfekt cirkel, 10,00 mm. Printeren tænker i dysebrede og flydende plast. På en FDM-printer ligger filamentet ikke som en knivskarp linje, det flyder en smule ud og vil gerne trække sig sammen.
Ved huller betyder det, at din effektive diameter bliver mindre, fordi hver stribe plast glider en lille smule indad. Slicerens algoritmer prøver at kompensere, men de kan ikke ramme perfekt for alle geometrier. Resultatet er ofte 0,1 til 0,3 mm mindre huldiameter på små huller, og nogle gange endnu værre på helt små under 5 mm.
Elefantfod og første lag
Den anden store synder er første lag. Hvis din Z-offset er en smule for lav, klemmer du første lag ud, så det bliver bredere. Det er elefantfod. Udadtil betyder det lidt for store yderdimensioner. Indvendigt betyder det huller, der er alt for små i bunden.
Jeg havde engang en hel serie beslag, hvor skruerne kun kunne komme halvvejs ind. Ovenfra så det fint ud, men nede ved første lag var hullet 0,5 mm mindre. Løsningen var ikke at ændre CAD, men at få styr på første lag. Det var noget i stil med den gang, hvor jeg troede min Z-offset var skæv, men det viste sig at være en snavset bed. Det beskrev jeg i artiklen om, hvordan en fedtet PEI-plade kan snyde dig.
Resin: exposure, krymp og lys der breder sig
På resinprintere er mekanikken en anden, men resultatet ligner. Når skærmen lyser en pixel op, så er det ikke en perfekt skarp firkant. Lyset breder sig lidt ud i harpiksen. Overeksponering gør det værre, for det hærder også lidt ud over den planlagte kontur.
Samtidig krymper resin en smule, når det hærder. Det påvirker både huller og tapper. For huller ender det næsten altid som for små. For tapper kan de både blive for tynde (krymp) eller for tykke (overeksponering), og det kan variere med geometri.
Starttal for FDM: sådan kan du designe tolerancer med en 0,4 mm dyse
Udgangspunkt: kalibreret, almindelig hobbyprinter
Vi er nødt til at starte med en nogenlunde velfungerende printer. Hvis dine 20 mm kalibreringskuber måler 21 mm, eller hvis du kæmper med voldsomme over- eller under-ekstrudering, så vil jeg anbefale først at tage en tur forbi kalibrering og finjustering. Tolerancetal giver kun mening, hvis printeren ikke er helt ude at skøjte.
Resten af tallene her antager: 0,4 mm dyse, 0,2 mm laghøjde, PLA eller PETG, normal godt indstillet printer.
Gode tommelfingerregler for FDM
Til små dimensioner (5 til 20 mm) ender jeg ofte her i praksis:
Slip fit (skal kunne glide let): Hul ca. +0,3 til +0,4 mm i forhold til tappen. Så tap 10,0 mm, hul 10,3 til 10,4 mm.
Snug fit (skal klikke og kunne tages af): Hul ca. +0,15 til +0,25 mm i forhold til tappen.
Press fit (skal sidde rigtig fast): Hul ca. 0 til -0,1 mm i forhold til tappen. Her er det vigtigt, at geometrierne ikke er for spinkle, for ellers knækker noget.
På lange slidser og dovetail-profiler lægger jeg ofte lidt ekstra på. Eksempel: en 50 mm lang dovetail, hvor jeg ønskede snug fit. En ren +0,2 mm clearance gav for stramt. +0,3 mm fungerede. Lange flader kræver ofte lidt mere luft.
Større dimensioner: 50 mm og op
Når vi kommer op i større dimensioner, fx store kasser, skuffer eller paneler, kan du sjældent nøjes med 0,2 mm. Termisk bevægelse og små skævheder i printeren begynder at spille mere ind. Her bruger jeg typisk 0,4 til 0,6 mm klaring på samleflader, selv til snug. Det ser stadig stramt ud, men du slipper for at skulle slibe hver eneste kant.
Resin-tolerancer: skarpere detaljer, men mindre tilgivende
Standard MSLA med 0,05 mm lag
Resin kan printe meget skarpere detaljer end FDM. Cirkler bliver pænere, og du får ikke samme “tråd-tykkelses”-problemer. Men exposure og krymp kan let flytte dimensionerne 0,05 til 0,1 mm eller mere. Derfor er det vigtigt, at du har høvlet exposure nogenlunde ind først. Her er en god artikel om at finde fornuftig resin exposure, hvis du ikke allerede har en rutine der.
Hvis printeren er nogenlunde kalibreret, ender jeg ofte med noget i den her stil for små mekaniske dele:
Slip fit: ca. 0,15 til 0,25 mm total klaring.
Snug fit: ca. 0,05 til 0,15 mm total klaring.
Press fit: 0 til -0,05 mm i forhold til tappen, men kun på lidt stærkere geometrier.
Forskellige resiner, forskellige tal
En hård, sprød standardresin kræver mere clearance, hvis du ikke vil knække ting under samling. En tough eller fleks-resin kan klare mindre clearance og stadig give en venlig press fit. Så tag altid de her tal som start, ikke som lov.
Indvendigt vs udvendigt: huller, tapper, slidser og dovetails
Indvendige features: huller og lommer
Indvendige features krymper typisk mere end udvendige vokser. På FDM er det mest synligt på huller. En 10 mm tap kan ofte blive måske 10,05 til 10,1 mm i virkeligheden, mens et 10 mm hul kan ende på 9,6 til 9,8 mm. Det er derfor, du ikke bare kan tegne begge til 10,0 mm og håbe på det bedste.
Også lommer og fordybninger i FDM har en tendens til at blive en lille smule for små. Det skyldes delvist slicernes måder at udfylde indvendige hjørner på, delvist flydende plast der glider en anelse indad.
Udvendige features: tapper, ribber, ydre mål
Udvendige features lider ofte mere under elefantfod og overekstrudering. Hvis du kan se, at ydre mål konsekvent er for store, så nytter det ikke at kompensere alt sammen i CAD. Du er nødt til at kigge på flow, line width og måske din slicers “horizontal expansion”.
Min erfaring er, at mindre korrektioner på udvendige features godt kan ligge i CAD, men hvis du skal trække 0,4 mm af en kasse for at få den til at passe i sit kabinet, så er der ofte noget i printerens kalibrering, der skriger på opmærksomhed.
Slidser og dovetails: stor kontaktflade, små fejl bliver tydelige
Slidser, skinner og dovetail-samlinger er ekstra følsomme. Fordi de har lange kontaktflader, akkumulerer de små afvigelser. En clearance på 0,2 mm kan føles perfekt på en kort tap, men alt for stram på en 80 mm lang skinne.
Her er det ikke unormalt at ende på 0,3 til 0,5 mm klaring, også selvom det lyder af meget. Især på FDM, hvor laglinjer, små bølger og en anelse warping kan gøre, at ting binder halvvejs.
Byg din egen 10-minutters tolerance-test
Grundidéen: find dine tal én gang, brug dem igen og igen
I stedet for at gætte på tolerancer hver gang kan du lave et lille standardtestprint for din printer og dit materiale. Det tager måske 10 til 20 minutter at printe og kan spare dig for 3 til 4 fejlslagne funktionelle prints bagefter.
Jeg har en lille blok liggende, jeg genbruger, når jeg skifter filamenttype eller dyse. Den bor permanent i en skuffe i kælderen og har reddet mig flere aftener.
Sådan designer du testen i CAD
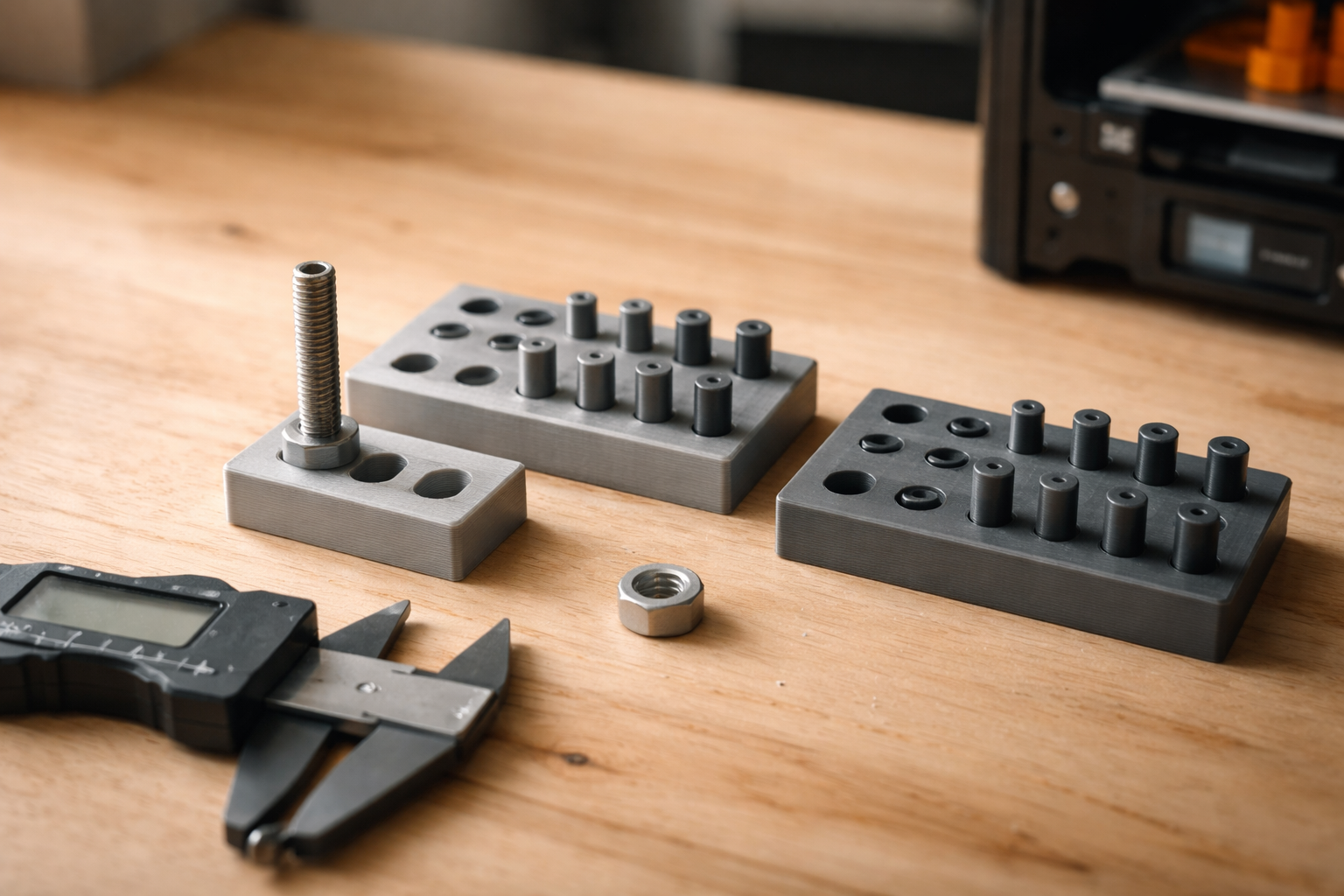
Design en lille blok, fx 40 x 40 x 10 mm. I den laver du:
En række huller, fx 8 mm nominelt, i trin af klaring: 8,0 / 8,1 / 8,2 / 8,3 / 8,4 mm.
En række tapper, fx 8,0 mm nominelt, i trin: 7,8 / 7,9 / 8,0 / 8,1 mm.
En kort dovetail eller slids med varierende bredde, fx 10,0 / 10,2 / 10,4 mm.
Pointen er, at du kan tage en standard-tap, prøve den i alle huller og hurtigt se, hvor den sidder som slip, snug og press.
Print og aflæs resultatet
Print testen med de settings, du normalt vil bruge til dine funktionelle dele. Skift ikke til 0,12 mm laghøjde og ultralangsom udskrivning, hvis du alligevel plejer at printe beslag på 0,2 mm hurtigt. Testen skal afspejle virkeligheden.
Når printet er færdigt, prøver du bevidst systematisk:
Hvilket hul giver let slip fit med 8,0 mm tappen?
Hvilket hul giver snug, hvor du kan få den i og ud med lidt kraft?
Hvilket hul kræver seriøs kraft og føles som press fit?
Skriv tallene ned. Gerne på selve klodsen med en tusch og i din slicerprofil eller et lille notat under “PLA, 0,4 dyse, funktionelle dele”. Det samme kan du gøre for resin, bare i lidt mindre skala.
Når tolerancerne stadig driller: kig på elefantfod, flow og kompensation
Elefantfod: første lag lyver for dig
Hvis dine dele kun binder nede ved første par lag, er det næsten altid elefantfod. Test: Prøv at affase bunden let med en kniv eller sandpapir. Hvis tingene pludselig passer, skal du ikke redigere CAD, du skal justere første lag.
Det kan være Z-offset en anelse op, lidt lavere first layer extrusion, eller at slå “elephant foot compensation” til i sliceren. Se også i kategorien første lag og bed adhesion, hvis dine første lag generelt lever deres eget liv.
Flow, line width og horizontal expansion
Hvis alle ydre dimensioner er for store, er der en god chance for, at din flowkalibrering halter. Overekstrudering giver tykkere vægge og dermed større dele. Her hjælper det mere at finjustere flow end at begynde at trække 0,3 mm af alle CAD-mål.
De fleste slicere har også en “horizontal expansion” eller tilsvarende indstilling. Det er i praksis en skalering ud i XY. Det kan bruges til små justeringer, men jeg bruger det helst som det sidste finegreb, når mekanikken i printeren spiller.
Resin og hole compensation
Nogle resin-slicere har specifikke indstillinger til hul-kompensation. Det er i praksis en automatisk udvidelse af indvendige features. Det kan være en nem måde at få 0,1 til 0,2 mm mere i hullerne uden at redesigne. Men stol ikke på den blindt. Print en hul-test først og juster værdien efter dine egne målinger.
Designgreb der redder dig, når virkeligheden ikke er perfekt
Chamfers og lead-ins
Et lille skråkant (chamfer) ved indgangen til et hul kan gøre underværker. I stedet for en skarp kant, der fanger ved første kontakt, får du en slags tragt, der hjælper tappen ind, selvom tolerancen er lidt på kanten.
Jeg bruger ofte 0,5 til 1 mm 45-graders chamfer på huller, hvor noget skal klikkes i. Det skjuler også små elefantfod-problemer, fordi den kritiske diameter først ligger lidt oppe i printet.
Slots og flekszoner
Når du ved, at pasningen bliver stram, men du ikke kan stole 100 % på tolerancerne, så hjælper det at bygge fleks ind. Fx en slids i en ring, så den kan give sig lidt, eller tynde vægge omkring et clip, så de kan bøje.
Det er især nyttigt til press fit på FDM, hvor materialet er en smule sejt, men ikke gummielastisk. I stedet for at knække, kan det give sig en smule og så holde fast.
Overdimensioner og efterbearbejdning
Nogle gange er det nemmeste bare at designe lidt for småt og så bore eller file op til sidst. Det gælder især, hvis du arbejder med standardbor og skruer. Tegn fx et hul til en M4-bolt som 3,6 mm i modellen, print og bor det op med et 4,0 mm bor. Det er hurtigt og giver dig maskinpræcis dimension på et kritisk hul.
Bevægelige samlinger: hængsler, aksler og clips
Hængsler og aksler
Til en simpel printet aksel i et hul på FDM bruger jeg typisk 0,3 til 0,4 mm total klaring, hvis den skal kunne rotere frit uden smøremiddel. På resin kan du slippe med 0,15 til 0,25 mm, men kun hvis dine flader er pæne og du ikke overeksponerer.
Hvis hængslet skal køre mange gange og lidt under belastning, hjælper det at give det en let olie eller silikonelift. Ikke fordi du skal bygge printede kuglelejer, men fordi plast mod plast har det bedst med lidt hjælp.
Clips og snap-fits
Clips er følsomme. Her arbejder du både med fleks og tolerance. Jeg designer dem tit, så selve låsende “krog” har 0,1 til 0,2 mm negativ pasning i låsehullet. Resten af mekanikken står for at give sig nok til, at det kan lade sig gøre.
På FDM undgår jeg meget små snap-detaljer i sprødt PLA, hvis de skal bruges mange gange. Her er PETG, ASA eller en anden mere sej plast ofte et bedre valg. Hvis du er i tvivl, så kig forbi kategorien materialer og filament og find et materiale, der matcher lidt bedre til clips og fleks.
Kalibrér printeren, før du omskriver al din CAD
Tjekliste: er det dig eller printeren, der lyver?
Før du begynder at lægge 0,3 mm til alle huller i samtlige dine projekter, så tag en hurtig runde med printeren:
Mål en 20 mm kalibreringskube i X og Y. Er den inden for ca. ±0,1 mm?
Tjek første lag. Ser du elefantfod? Binder huller kun i bunden?
Print en lille plade og mål vægtykkelse vs. din slicers line width. Matcher det nogenlunde?
Hvis alt her ser fornuftigt ud, kan du roligt begynde at arbejde med tolerancer i CAD. Hvis ikke, så er det værd at tage en runde om emner som flow, mekanisk kalibrering og måske belt tension. Flere af de ting er dækket i artikler under printteknik og fejlfinding.
Hvornår det giver mening at kompensere i CAD
Når printeren er nogenlunde lineær (altså måler 20 mm som tæt på 20 mm), så er det helt fair at bygge erfaringsbaserede tolerancer ind i dine standardparametre i CAD. Jeg har fx i mit CAD-bibliotek en lille tabel: “FDM snug hul = tap diameter + 0,2 mm”, “FDM slip hul = tap + 0,35 mm”, osv.
Når jeg laver en ny model, vælger jeg bare pasningstype og lader CAD parametrisere resten. På den måde slipper jeg for at opfinde den samme tolerance tre aftener i træk, mens familien spekulerer på, om jeg egentlig bor i kælderen nu.
Hvad du kan gøre allerede ved næste print
Hvis du lige nu sidder med dele, der ikke vil passe sammen, så start ikke med at tegne alt om. Start med tre små skridt:
1) Mål: Tag en skydelære, mål hullets faktiske diameter og sammenlign med CAD.
2) Tjek første lag og elefantfod. Justér Z-offset og eventuelt elephant foot compensation, hvis det kun er i bunden, det binder.
3) Lav din egen lille tolerance-testblok. Det tager en aften, men bagefter har du dine egne tal til netop din printer og dit filament.
Så kan du roligt begynde at lægge de rigtige tolerancer ind i dine modeller i stedet for at stå og file hver eneste tap, du nogensinde designer.
Og husk: Et mislykket print er bare endnu et testprint. Det gælder især, når man leger med tolerancer.

Relaterede indlæg
Tilkoblet 3D-design og modeller, Forberedelse af modeller til print, Kalibrering og finjustering, Materialer og filament, Parametrisk og funktionelt design, Printteknik og fejlfinding, Resin og harpikstyper