Når dit print pludselig får trapper
En enkelt løs skrue på et lille tandhjul kan ødelægge 12 timers print på ét sekund. Velkommen til layer shift.
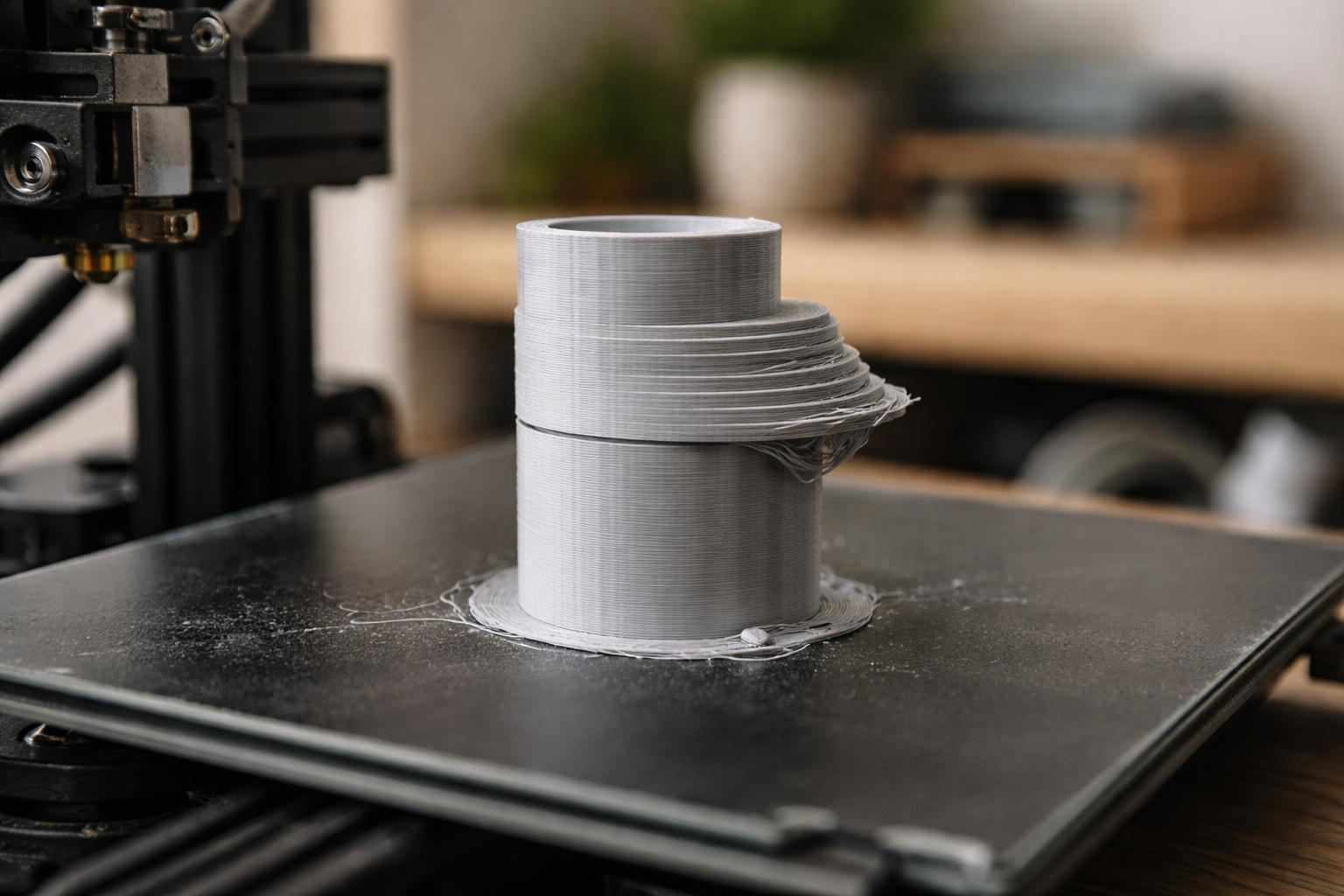
Du kender det sikkert: Printet kører fint, lagene ligger pænt, du er mentalt i gang med at planlægge næste projekt. Så kommer du tilbage, og modellen ser ud som om nogen har skubbet halvdelen til siden. En trappe. Et forskudt tårn. Humøret falder lige så hurtigt som X-aksen rykker sig.
I den her artikel får du et konkret diagnoseflow til layer shift fejlfinding. Ikke 25 mulige årsager i vilkårlig rækkefølge, men en praktisk tjekliste du kan gå igennem på cirka 10 minutter, så du rammer den rigtige årsag i stedet for bare at stramme alle remme og håbe.
Først: Er det faktisk layer shift og ikke Z-problem?
Inden du kaster dig over skruer, remme og slicerprofiler, så brug 30 sekunder på at kigge ordentligt på printet.
Sådan genkender du layer shift
Layer shift (lag-skift) er næsten altid et X- eller Y-problem. Du ser typisk:
- Et pludseligt spring i modellen, hvor alt over en bestemt højde er forskudt i én retning
- Forskydningen er vandret, ikke skråt opad
- Lagtykkelsen ser stadig fin ud, bare på det forkerte sted
Hvis du kigger fra siden, ligner det en trappe eller et tårn, der er skubbet halvt ud.
Sådan ser et Z-problem typisk ud
Z-fejl (f.eks. dårlig Z-gevindstang, Z-binding eller for lidt smøring) viser sig på en anden måde:
- Gentagne bølger eller mønstre vertikalt op langs modellen
- Lag, der ser tykkere/tyndere ud på bestemte højder
- Ingen klar forskydning i X eller Y, bare ujævn overflade
Hvis hele modellen står det rigtige sted på beddet, men overfladen er grim, er det sjældent layer shift. Så er det en anden form for fejlfinding, som hører mere hjemme i kategorien kom godt i gang med 3D print end i ren mekanik-bonanza.
10-minutters diagnoseflow til layer shift
Nu tager vi den i den rækkefølge, hvor du hurtigst kan udelukke de mest almindelige ting. Du behøver ikke skille printeren ad som det første.
Trin 1: Tjek for tydelig kollision
Kig på det mislykkede print uden at fjerne det fra beddet endnu.
- Er der dele af modellen, der har løftet sig fra beddet (warping)?
- Stikker der en support, brim eller lille dims ud, som printhovedet kan have ramt?
- Kan du se mærker i plasten, hvor dysen tydeligt har ramt hårdt?
Hvis ja: Du har sandsynligvis haft en kollision. Når printhovedet rammer noget hårdt nok, kan steppermotoren hoppe et par steps over, og så er resten af printet forskudt.
Løsning lige nu: Fjern printet, rengør beddet, og overvej:
- Mere bygplade-vedhæftning (limstift, højere bed-temp, lavere første-lag-hastighed)
- Mindre aggressiv support (eller ændring af support-type)
- At skære skarpe hjørner lidt af i designet, så de ikke warper så let
Trin 2: Skete skiftet ved præcis samme højde?
Hvis forskydningen sker meget tæt på samme Z-højde hver gang du prøver den samme model, har du næsten altid en fysisk obstruktion eller kabel, der spænder.
Eksempler jeg selv har haft:
- Kabelkæden på X-aksen, der rammer kabinet eller ramme ved en bestemt højde
- En klips eller zip-tie på kabler, der lige præcis sidder for stramt
- En fan-shroud, der rammer en bestemt del af modellen
Hold printhovedet i hånden (print slukket) og bevæg det rundt på hele området. Mærk efter, om noget tager imod ved bestemte positioner. Hvis du kan genskabe et “stop” med hånden, har du en god kandidat til årsagen.
Trin 3: Lyt og mærk efter binding på aksen
Med printeren slukket:
- Flyt X-aksen fra side til side med hånden
- Flyt karetten på Y-aksen (beddet frem og tilbage)
Begge bevægelser skal føles glatte, uden hak og uden at du pludselig skal bruge meget mere kraft et bestemt sted.
Hvis den hakker eller sætter sig fast:
- Rengør skinner eller hjul for støv og plastrester
- Tjek at hjul ikke er skruet så stramt, at de klemmer
- Tjek, om der sidder filamentrester, support eller værktøj og kiler sig fast
Trin 4: Hurtigt tjek af rem og tandhjul
Nu kigger vi på mekanikken, men stille og roligt.
På begge akser:
- Tryk let på remmen med en finger. Den skal være spændt, men ikke som en guitarstreng.
- Kig på det lille tandhjul (pulley) på motorakslen. Sidder der små unbrakoskruer, og ser de stramme ud?
Hvis remmen hænger helt slap, kan motoren hoppe steps ved hurtige bevægelser. Men hvis du strammer den så meget, at akserne ikke kan bevæge sig frit, skaber du bare et nyt problem.
Personligt plejer jeg at sigte efter: Remmen giver sig cirka 2-3 mm ved let tryk midt mellem to hjul. Det er ikke videnskabeligt, men det virker.
Trin 5: Er printeren blevet flyttet eller ramt?
Det lyder banalt, men jeg har set layer shifts fordi:
- Nogen har støvsuget bordet og ramt printeren
- Katten er hoppet op og har brugt den som udsigtstårn
- Jeg selv har flyttet på strømforsyningen, som trak i kablerne
Hvis printeren kan glide bare få millimeter på bordet, kan det være nok til at rykke et langt, højt print. Særligt på lette borde.
Løsning: Sørg for at printeren står stabilt, evt. på en tung plade. Og lad være med at flytte på den midt i et print, selv om det “bare lige” er en centimeter.
Trin 6: Mistanke om elektronik eller slicer? Tjek tegnene
Hvis mekanik, kollision og kabler ser fine ud, og der ikke er mønster i højden, kan vi begynde at kigge på stepperdrivere, strøm og slicerindstillinger. Mere om det længere nede. Men prøv altid de fysiske ting først. Det er næsten altid dem.
Layer shift ved samme højde: klassisk kollision-case
Hvis du kan reproducere et layer shift ved cirka samme højde igen og igen, er det guld til fejlfinding. Så har du nemlig noget, du kan teste systematisk.
Typiske årsager, når det sker samme sted
- Warping af hjørner, så et hjørne rejser sig og bliver ramt
- Kabelkæde eller kabler, der strammer ved en bestemt position
- Fan-shroud der rammer høje, tynde detaljer i modellen
- Purge-linje eller skirt, der vokser sig høj og bliver ramt på tidlige lag
- Support der laver en “pæl” printeren kan banke ind i
Sådan tester du for fysisk kollision på 2 minutter
- Notér laghøjden, hvor skiftet sker (f.eks. 12,4 mm i sliceren).
- Kør samme print igen, men stå ved printeren omkring den højde.
- Hold øje med printhovedet: Ser du et tydeligt “bump” eller hørt klik når den passerer et sted?
Hvis du ser printhovedet rykke eller høre motorerne lave et kort “skrig”, har du ramt synderen. Stop printet, og kig præcist der.
Løsninger afhængigt af årsagen
Nogle typiske hurtige fixes:
- Warping: Brug brim, højere bedtemperatur, eller prøv et andet materiale til modellen.
- Kabelkæde: Flyt ankerpunkter, giv mere slack, eller vend kæden så den bøjer den anden vej.
- Fan-shroud: Tjek at den ikke sidder skævt eller er for lang efter en mod.
- Purge-linje/skirt: Sæt færre linjer eller lavere højde i sliceren.
- Support: Skift til tree-support eller juster support density/overhang-vinkel.
Mekanik: Hvad du konkret kigger efter
Nu tager vi den mere grundigt, hvis de hurtige checks ikke har givet svaret.
Remspænding på X og Y
Remmen skal være:
- Stram nok til at den ikke hopper over tænderne på tandhjulene
- Løs nok til at akserne kan bevæge sig frit uden ekstra modstand
Typiske tegn på for slap rem:
- Printet kan rykke sig få tiendedele mm mellem lag
- Skarpe hjørner bliver lidt runde
- Layer shifts ved hurtige bevægelser eller retractions
Typiske tegn på for stram rem:
- Motorerne lyder anstrængte
- Akserne er svære at flytte med hånden, når printeren er slukket
- Hjul eller lejer slides hurtigt
Pulleys og de små satans unbrakoskruer
Et overraskende almindeligt problem: De små grub screws på tandhjulene løsner sig over tid.
Tjek:
- At tandhjulet ikke kan dreje frit på motorakslen
- At mindst én skrue sidder på det flade stykke af akslen, hvis der er sådan ét
- At skruerne faktisk er spændt ordentligt (brug en god unbrakonøgle)
Hvis tandhjulet kan rotere selv en smule i forhold til akslen, får du pludselige forskydninger, især ved retning skift.
Hjul og rails
På printers med V-slot hjul: Drej et hjul mellem to fingre. Det skal rulle glat uden slør.
- Hvis det kan dreje frit uden at karetten bevæger sig, er det for løst.
- Hvis du næsten ikke kan dreje det, kan det være for stramt.
På lineære rails: Rengør for støv og gammel fedt, og brug en smule let olie eller anbefalet smøremiddel. Hvis railsene hakker, kan det også give layer shift ved bestemte positioner.
Elektronik og varme: Når det ikke er mekanik
Det sker sjældnere, men nogle gange er det ikke remme og skruer, men stepperdrivere eller strømforsyning der laver ballade.
Tegn på overophedede stepperdrivere
Stepperdrivere kan lukke kortvarigt ned, hvis de bliver for varme. Så mister motoren steps, og du får en forskydning.
Mulige tegn:
- Layer shifts opstår efter lang tids print, ikke i starten
- De sker ofte ved hurtige bevægelser, f.eks. lange travel moves
- Elektronikboksen føles meget varm udefra
Hurtige checks:
- Sørg for at printerens elektronik har ventilation
- Undgå at stille printeren i et lukket skab uden luftcirkulation
- Hvis du har moddet med ekstra blæsere, så tjek at de rent faktisk kører
Strømproblemer
Hvis strømforsyningen dykker spændingsmæssigt, mens motorer og varmelegemer kører hårdt, kan motorerne miste moment og hoppe steps.
- Undgå billige forlængerledninger med tusind ting i samme stikdåse.
- Hvis lyset i rummet flimrer når printeren varmer op, har du måske et strømkredsløb på kanten.
Det er lidt samme kategori som når vi taler workflow i værkstedet: Lav hellere en stabil opsætning end at “det går nok”.
Slicer og bevægelsesindstillinger: Hvornår er det faktisk dem?
Mange skyder hurtigt skylden på sliceren. Nogle gange er det rigtigt, men ofte bare sidste ting man har rørt ved, så den får skylden.
For høj acceleration og jerk
Acceleration er hvor hurtigt printeren må øge hastigheden. Jerk (eller junction deviation) er hvor aggressivt den må ændre retning.
Hvis de er sat alt for højt, kan motorerne simpelthen ikke følge med mekanisk. Især på tunge kareter.
Hvis du lige har:
- Importeret en “speed profile” fra en hurtigere printer
- Skruet voldsomt op for hastigheder
… og du BAGEFTER begynder at få layer shifts, så prøv:
- At halvere acceleration og jerk
- At sænke maks hastighed for infill og travel til f.eks. 120 mm/s
Resonans og wobble
Høje hastigheder på en let ramme kan give vibrationer, som igen kan få printeren til at hoppe en anelse på bordet. Resultatet kan ligne layer shift, men har ofte et lidt mere bølget mønster.
Stil printeren på noget tungere, sænk hastighederne lidt, og se om problemet forsvinder. Det er ikke altid nødvendigt at køre “speedboat race” for at være glad maker.
Forebyggelse: 5 vaner der næsten fjerner layer shift
Hvis du gider 5 små vaner, så ser du layer shift meget sjældnere.
1. Rengør og inspicer aksen en gang imellem
En hurtig tørre af rails eller hjul hver måned og et blik på remme og tandhjul gør underværker. Du opdager løse skruer, før de koster dig en hel rulle filament.
2. Sørg for god vedhæftning det første lag
Rigtig mange layer shifts starter med et hjørne, der warper, og bliver til en kollision senere.
- Brug brim på udsatte modeller
- Rengør beddet med isopropyl-alkohol regelmæssigt
- Print første lag lidt langsommere og måske 5-10 °C varmere
3. Kabletjek når du har rodet i maskinen
Hver gang du har haft printeren skilt delvist ad, opgraderet hotend eller lignende: Tjek at kabler og kabelkæder kan bevæge sig frit gennem HELE printvolumen.
Det gælder både FDM og hvis du også leger med resinprintere ved siden af. Man lærer hurtigt at kabelføring kan lave de mest kreative fejl.
4. Lad være med at overdrive hastighedsprofilerne
Hvis din printer er født med 60 mm/s som standard, er spring til 200 mm/s sjældent gratis. Skru op i små trin, og hold øje med, om overflade og præcision følger med.
5. Stabilt bord, stabilt liv
Stil printeren på et stabilt underlag, som ikke gynger, hver gang nogen går forbi. Et tungt bord eller en plade oven på et billigere bord hjælper meget.
Mini-case: PETG-print der kolliderer og flytter lag
Lad mig tage dig gennem et konkret eksempel fra mit eget “museum” af fejl.
Situationen
Jeg printede en høj PETG-holder til værktøj. 0,2 mm lag, 70 mm/s, ingen brim, fordi jeg følte mig modig (og lidt doven).
Efter cirka 8 cm højde kom jeg tilbage, og hele toppen var forskudt 3-4 mm på Y-aksen. Resten af printet var faktisk pænt, bare skubbet.
Første instinkt (forkert spor)
Jeg gik direkte efter remspænding og begyndte at stramme. Testprintede igen. Samme fejl, næsten samme højde. Jeg strammede lidt mere. Fejl igen.
På det tidspunkt havde jeg brugt længere tid på at justere remme end selve printtiden.
Rigtig diagnose
Næste forsøg: Jeg holdt øje med printeren omkring den højde, hvor det plejede at gå galt.
Og hvad sker der? Et hjørne af modellen begynder at warpe ganske lidt væk fra beddet. Ikke meget, men nok til at det står 0,5-1 mm oppe. Efter et par lag mere rammer printhovedet hjørnet med et tydeligt “klonk”, motorerne skriger kort, og bum, alt efterfølgende forskydes.
Det var altså ikke remmene. Det var PETG, glat PEI-plade og for lidt vedhæftning.
Løsning, der faktisk virkede
Jeg gjorde tre ting:
- Lagde en 8 mm brim rundt om modellen
- Sænkede printbedet til 75 °C i stedet for 80 °C (PETG kan faktisk slippe ved for høj bed-temp)
- Sænkede første lag til 20 mm/s
Næste print kørte igennem uden problemer. Samme remspænding, samme slicerprofil ellers. Fejlen var kollision, ikke mekanik.
Hvad du kan gøre nu
Næste gang du ser et pludseligt lag-skift på dit 3D print, så tænk diagnose, ikke panik:
- Bekræft: Er det X/Y layer shift eller et Z-problem?
- Brug 10-minutters flowet: kollision, kabler, binding, rem, tandhjul, miljø.
- Tjek om det sker ved samme højde og jag kollisionspunkter.
Tag eventuelt et billede af printet, notér laghøjden og hvilke ændringer du prøver. Det føles måske lidt nørdet, men du lærer sindssygt meget af at være systematisk, i stedet for bare at skrue tilfældigt.
Og husk: Alle vi, der står og hygger i hjørnet med vores printere, har et par skæve tårne på samvittigheden. Du er ikke bagud, du er bare i gang med næste iteration.

Relaterede indlæg
Tilkoblet 3D-printere og udstyr, FDM-printere, Kalibrering og finjustering, Printteknik og fejlfinding, Støj, vibrationer og stabilitet, Typiske printfejl, Vedligeholdelse og reparation