Få styr på printkvaliteten – uden gætværk
Hvis du er landet her, er det sandsynligvis fordi dine 3D-print ikke helt opfører sig, som du havde håbet. Måske hænger lagene dårligt sammen, kanterne buler, eller første lag ligner kogt spaghetti. Det kender vi alt for godt.
I denne kategori samler vi den praktiske viden, der faktisk gør en forskel: hvordan du justerer dine indstillinger, kalibrerer printeren, og systematisk finder årsagen til fejl – i stedet for bare at skrue tilfældigt på temperatur og hastighed.
Hvor starter du, hvis dine prints driller?
Det kan virke uoverskueligt at fejlsøge en 3D-printer, fordi så mange ting hænger sammen: mekanik, slicer, filament og design. En god tommelfingerregel er:
- Tjek det mekaniske og det åbenlyse først (løs rem, snavs, slidt dyse).
- Derefter basale slicer-indstillinger og temperaturer.
- Til sidst de mere avancerede tweaks som flow, input shaping og pressure advance.
Vil du dykke direkte ned i profiler, laghøjde, support og hastigheder, så finder du mere i guides om slicer-indstillinger og profiler. Her bryder vi menuerne ned til få, klare håndtag, du faktisk behøver at røre ved.
Kalibrering og finjustering – når “standard” ikke er godt nok
Standardprofiler er fine til at komme i gang, men hvis du vil have skarpe kanter, rene dimensioner og gentagelige resultater, skal printeren kende dine materialer og din opsætning.
I underkategorien kalibrering og finjustering går vi skridt for skridt gennem emner som:
- Flow- og steps-kalibrering, så din ekstrudering hverken under- eller overdriver.
- Z-offset og bed-level, så første lag sidder fast uden at blive mast.
- Hvordan du opdager, at en dyse er slidt – før dine mål stikker af.
- Brug af testmodeller, der faktisk afslører problemer i stedet for bare at pynte på hylden.
Pointen er, at du lærer at læse dine prints som “diagnose-rapporter”: elefantfødder, huller, buler og ringe i siderne fortæller dig præcis, hvad du skal skrue på.
Første lag og bed-adhesion – fundamentet for alt andet
80 % af de frustrerende fejl starter i det første lag. Enten sidder det ikke fast, eller også sidder det for godt. Begge dele kan koste dig mange timer.
I vores sektion om første lag og bed-adhesion arbejder vi med:
- Hvornår du skal hæve eller sænke Z-offset – og hvordan du kan se det på selve strengen.
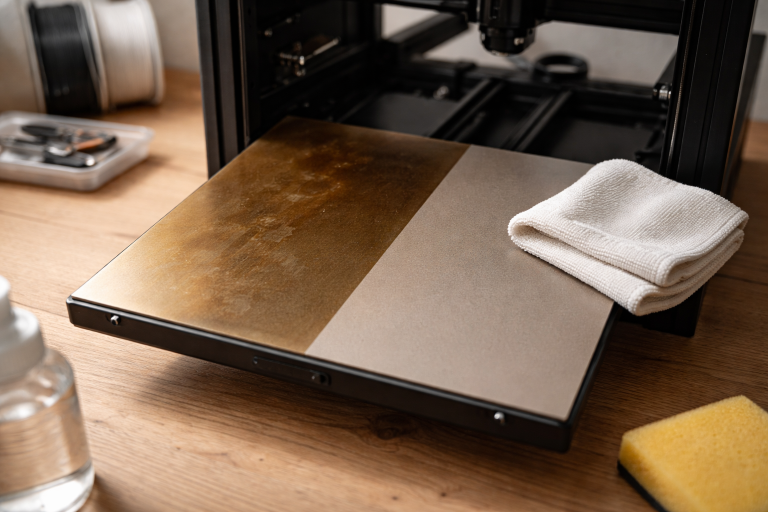
- Rengøring og overflader: PEI, glas, tape, limstift… hvad giver mening hvornår?
- Temperaturforskel mellem hotend og bed for PLA, PETG, TPU osv.
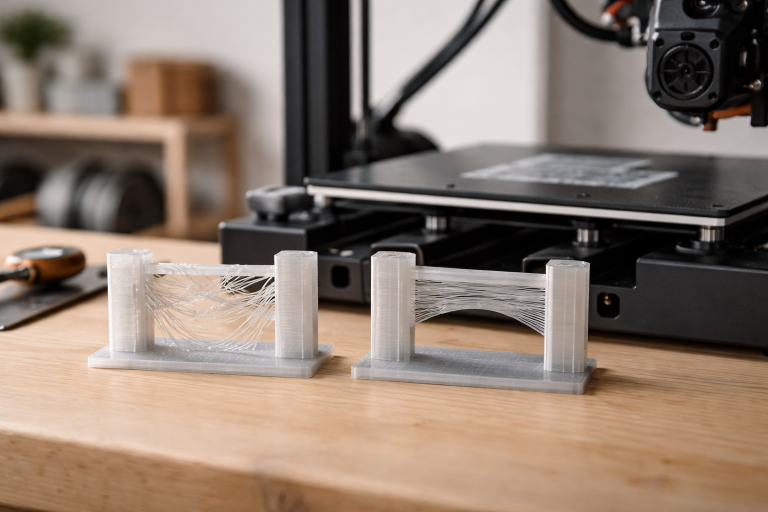
- Typiske “spaghetti-scenarier” og hvordan du forhindrer, at det gentager sig.
Når du først har styr på første lag, falder overraskende mange andre problemer væk af sig selv.
Hastighed vs. kvalitet – hvor går grænsen for din printer?
Det er fristende at skrue hastigheden op, især når sliceren lover hurtige printtider. Men ringer, ghosting og upræcise hjørner er prisen, hvis du bare går all-in på mm/s.
I underkategorien hastighed vs. kvalitet ser vi på:
- Hvilke hastigheder der realistisk giver mening for almindelige FDM-printere.
- Hvordan acceleration og jerk påvirker skarphed og ringing.
- Hvornår input shaping og pressure advance faktisk hjælper – og hvornår det bare er ekstra kompleksitet.
Målet er, at du kan vælge bevidst: hvornår det er et “hurtigt funktionelt print”, og hvornår du går efter maksimal detalje og flot finish.
Når fejlen ikke kun sidder i printeren
En del problemer kommer faktisk ikke fra selve maskinen, men fra modellen, materialet eller din arbejdsproces.
- Design og modeller: Tynde vægge, dårlige overhæng og for små tolerancer kan ødelægge et ellers fint setup. Tag et kig på forberedelse af modeller til print, hvis du vil lære at “tænke som printeren”, allerede når du designer eller vælger modeller.
- Materialer: Fugtigt filament, forkert type til opgaven eller resin, der ikke er hærdet rigtigt, giver også “mystiske” fejl. I materialer og filament dykker vi ned i, hvordan du matcher materiale, krav og printindstillinger.
Fra begyndergætværk til kontrollerede resultater
Printteknik og fejlfinding lyder nørdet, men i praksis handler det om noget ret simpelt: du skal kunne forudsige, hvad der sker, når du trykker “print”.
Derfor finder du her både korte, konkrete tjeklister til typiske fejl og mere dybdegående forklaringer på, hvorfor tingene går galt. Brug kategorien som dit opslagsværk, når noget driller, eller som træningsbane, når du vil tage skridtet fra “det virker nogenlunde” til stabile, flotte og stærke prints – hver gang.