Hvorfor overhovedet kalibrere din 3D-printer?
Kalibrering og finjustering er forskellen på “et print kom ud” og “det her ser professionelt ud”. Mange printere virker rimeligt direkte ud af kassen, men fabriksindstillingerne er altid et kompromis. De tager ikke højde for dit konkrete filament, din temperatur, din hastighed eller hvor slidt din dyse er.
I denne kategori finder du guides til e-steps, flow-kalibrering, temperatur-tuning, input shaping, backlash-tests, lineære avanceringsmetoder (pressure advance) og meget mere. Tanken er simpel: ét skridt ad gangen, så du kan se, hvad hver ændring gør – i stedet for at rode rundt i 20 indstillinger på én gang.
Hvad bør du kalibrere først – og i hvilken rækkefølge?
Det mest forvirrende for mange er rækkefølgen. Der er masser af “kalibreringskuber” derude, men hvis du springer rundt mellem dem, ender du let med et værre rod af settings.
En fornuftig rækkefølge for FDM-printere er typisk:
- Grundlæggende mekanik: remspænding, løse skruer, slør i vogne og Z-akse
- Første lag og Z-offset
- Extruder-kalibrering (e-steps)
- Flow og vægtykkelse
- Temperatur-tuning for dit specifikke filament
- Retraction og anti-stringing
- Hastighed og acceleration
- Input shaping / pressure advance, hvis din firmware understøtter det
Hvis du har udfordringer allerede på første lag, så giver det mening at tage et kig på de mere målrettede guides om første lag og bed-adhesion, før du justerer på alt muligt andet.
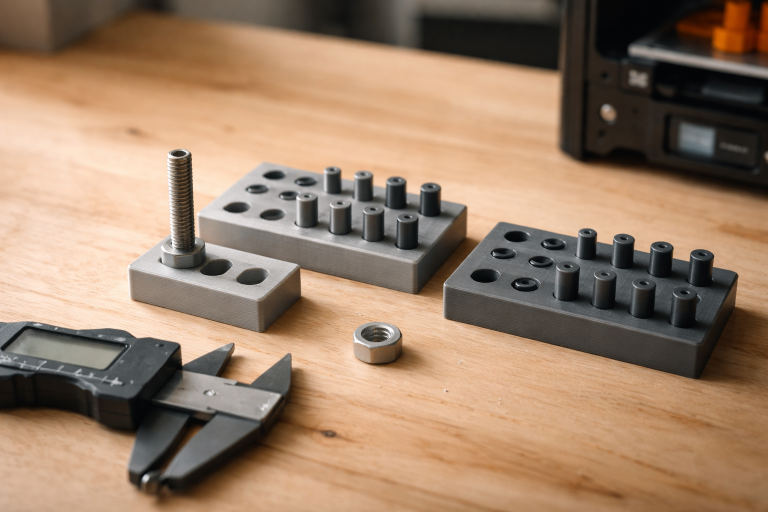
E-steps og flow: Når printeren lyver om, hvor meget plast den skubber
Under- og over-ekstrudering er skyld i rigtigt meget rod: huller i top-lagene, ujævn overflade, vægge der ikke mødes, og mål, der aldrig helt passer. Derfor er ekstrudering noget af det vigtigste at få styr på.
Typisk starter man med at kalibrere e-steps ved at lade printeren extrudere f.eks. 100 mm filament og måle, hvad der reelt kom igennem. Men e-steps er kun halvdelen af ligningen. Flow-kalibrering i sliceren finjusterer, hvor meget plast der faktisk lægges i selve printet.
Hvis du gerne vil forstå symptomerne bedre, så handler artiklen 7 tydelige tegn på under og over ekstrudering netop om, hvordan fejl i flow viser sig i dine prints – og hvad du skal skrue på først.
Temperatur-tuning: Én type PLA er ikke lig en anden
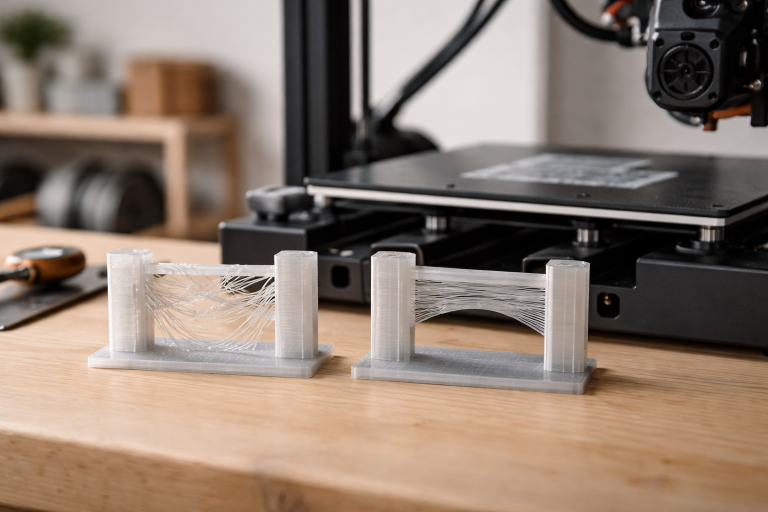
Selv to ruller PLA fra samme producent kan opføre sig forskelligt. Derfor giver det mening at bruge en simpel temperatur-tårn-test, hver gang du skifter til en ny type filament eller en helt ny rulle, du skal bruge til vigtige projekter.
I denne kategori finder du konkrete temperatur-guides, især til materialer som PETG, der hurtigt begynder at lave snask, snoreværk eller dårlige broer, hvis temperaturen er bare lidt off. Et godt supplement er de mere materialefokuserede artikler i kategorien materialer og filament, hvor vi går i dybden med, hvordan forskellige plasttyper reagerer på varme, køling og hastighed.
Input shaping, ringing og bulende hjørner
Når du begynder at skrue op for hastigheden, kommer der nye typer fejl frem: ringing (bølger efter skarpe sving), ghosting af detaljer og bulende hjørner. Moderne firmwares som Klipper og nye Marlin-varianter tilbyder input shaping og pressure advance for at tæmme de mekaniske vibrationer.
Hvis du gerne vil forstå samspillet mellem hastighed, skarphed og vibrationer, så dyk ned i de mere målrettede guides under hastighed vs. kvalitet og avancerede printteknikker. Her kigger vi bl.a. på, hvornår det giver mening at gå i gang med input shaping, og hvornår du får mere ud af blot at slække en smule på farten.
Kalibrering handler også om design og slicer-indstillinger
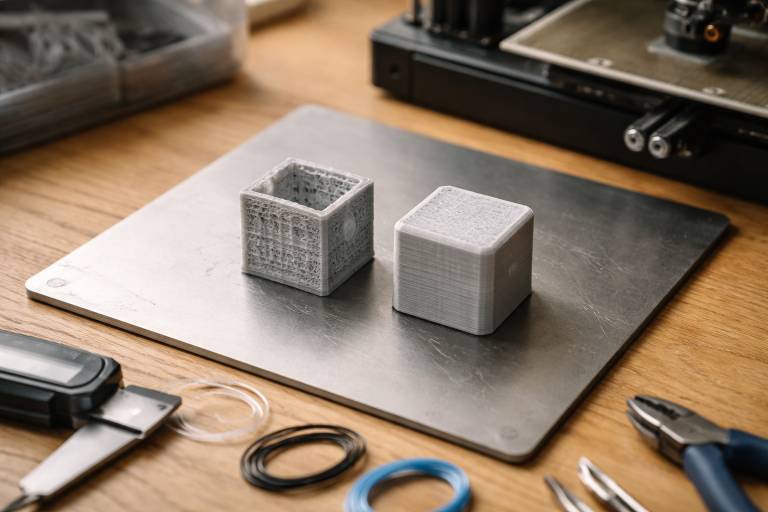
Selv en perfekt kalibreret printer kan lave miserable prints, hvis modellen er dårlig designet eller slicer-indstillingerne modarbejder dig. Tynde vægge, for små tolerancer eller alt for aggressive supports kan ødelægge et ellers godt setup.
Hvis du ofte oplever, at dine dele ikke passer sammen eller knækker de forkerte steder, er det værd at kigge forbi parametrisk og funktionelt design. Her handler det om at designe med 3D-print for øje, så kalibreringen får noget ordentligt at arbejde med.
Hvornår er “godt nok” faktisk godt nok?
Du kan bruge uendelig tid på at jage den perfekte kube. Men på et tidspunkt giver det mere mening at printe rigtige projekter og kun finjustere, når en konkret fejl dukker op igen og igen.
Mit bedste råd: Få en stabil, fornuftig basis-kalibrering på plads, og brug så fejl i dine daglige prints som pejlemærker for, hvad du skal justere næste gang. Denne kategori er bygget til netop det: korte, målrettede kalibrerings-guides, du kan slå op i, når et problem viser sig – i stedet for en mur af teori, der aldrig helt lander i praksis.