Hvornår skal du vælge PLA, PETG eller ABS?
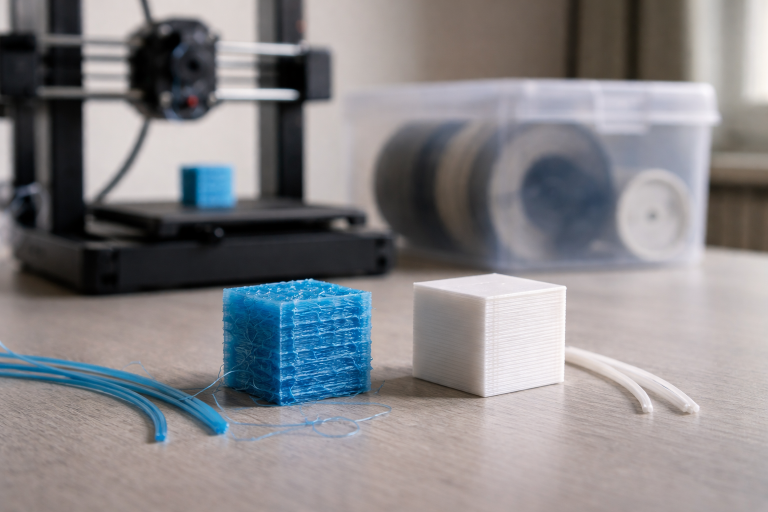
Hvis du står med en rulle filament i hånden og tænker: “Kan det her holde til mit projekt?” – så er du det rigtige sted. PLA, PETG og ABS dækker 80–90 % af alle hverdagsprints, men de har vidt forskellige styrker og svagheder.
En god tommelfingerregel:
- PLA – nemt, skarpe detaljer, perfekt til pynt, prototyper og læring.
- PETG – stærkt, sejgt og halvt teknisk; godt til funktionelle dele i hjemmet.
- ABS – varmebestandigt og robust, men kræver mere kontrol og ofte lukket kabinet.
Vil du dykke mere ned i overblik og alternativer, kan du altid hoppe op i hovedkategorien materialer og filament, hvor vi samler de større materialeguides.
Typiske printindstillinger for PLA, PETG og ABS
Hver printer og hvert filament-brand er forskelligt, men der er nogle startområder, der næsten altid virker som udgangspunkt.
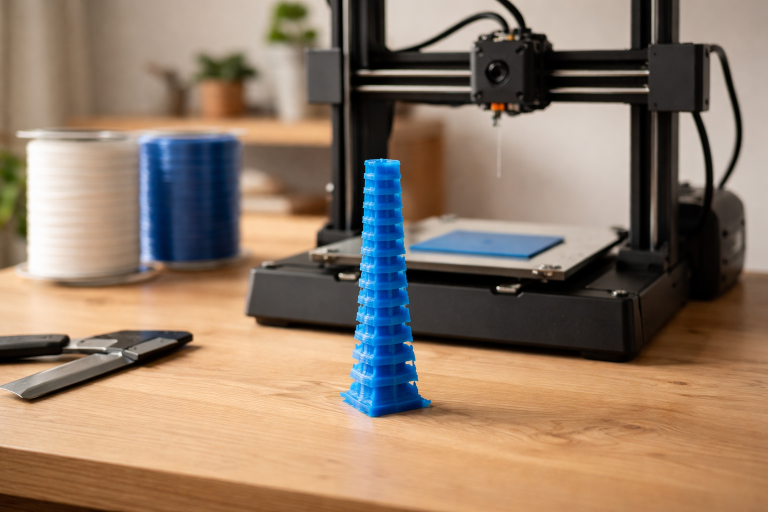
PLA – når det bare skal virke
- Nozzle: ca. 195–215 °C
- Bed: 50–65 °C (mange klarer sig fint med 60 °C)
- Køling: 80–100 % efter første lag
- Hastighed: 40–70 mm/s alt efter printer og kvalitet
PLA er tilgivende, så det er perfekt til at lære din printer at kende. Hvis dine første prints driller, giver sektionen opsætning og første print dig en god step-by-step at læne dig op ad.
PETG – stærkt, men lidt snasket
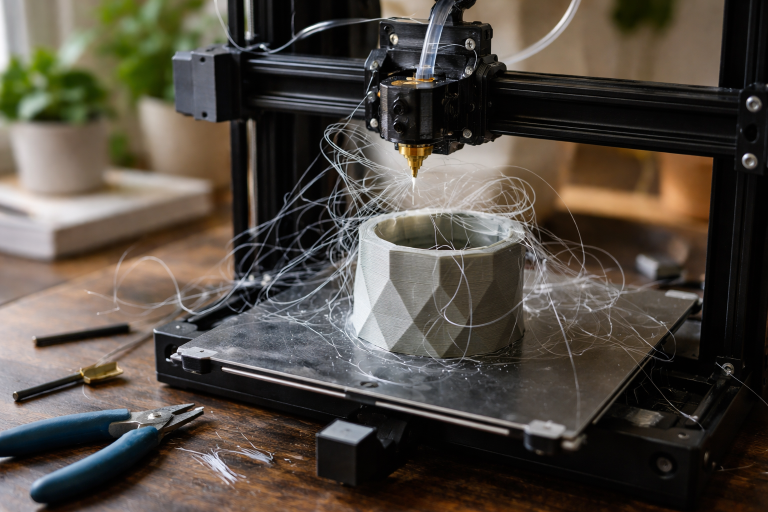
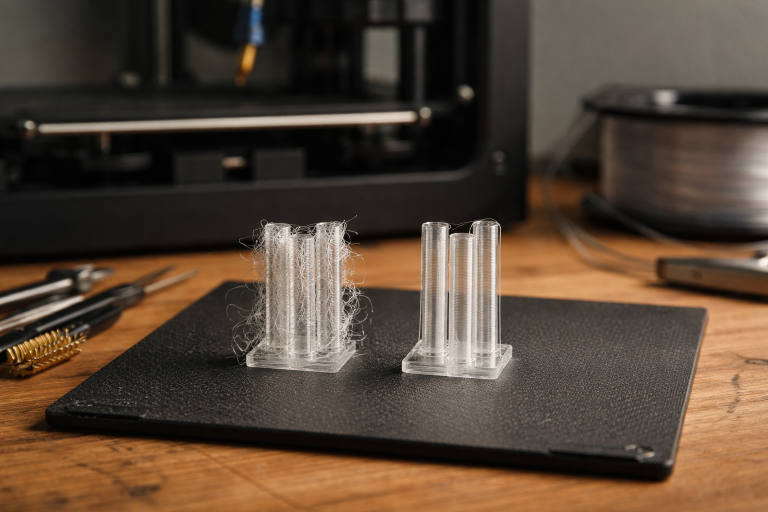
PETG kan være drilsk: snoretråd, hængende tråde og warping er klassikere. Men når det er tunet ind, får du nogle rigtig stærke hverdagsdele.
- Nozzle: ca. 225–250 °C
- Bed: 70–85 °C
- Køling: 0–40 % (for meget køling giver sprøde lag og dårlig lagbinding)
- Hastighed: ofte lidt lavere end PLA for at få flottere vægge
Hvis du har oplevet "spindelvæv" og klister på tværs af printet, så har vi allerede artikler om netop det problem – og hvad du skal skrue på i temperatur, retraction og fan for at tæmme det.
Vil du nørde endnu mere med flow, temperatur og hastighed, er det værd at kigge forbi kalibrering og finjustering. Små justeringer dér kan gøre en kæmpe forskel på, hvordan dit PETG opfører sig.
ABS – når varme og styrke er vigtigere end bekvemmelighed
ABS er ikke så populært blandt helt nye brugere, men det er stadig et solidt valg, når du har brug for:
- Højere varmebestandighed end PLA og typisk også PETG
- Dele til værksted, bil, kabinetter og lignende
- Nem efterbehandling (f.eks. slibning og limning)
Typiske ABS-indstillinger:
- Nozzle: ca. 235–260 °C
- Bed: 90–110 °C
- Helst lukket kabinet og lav (eller ingen) køling
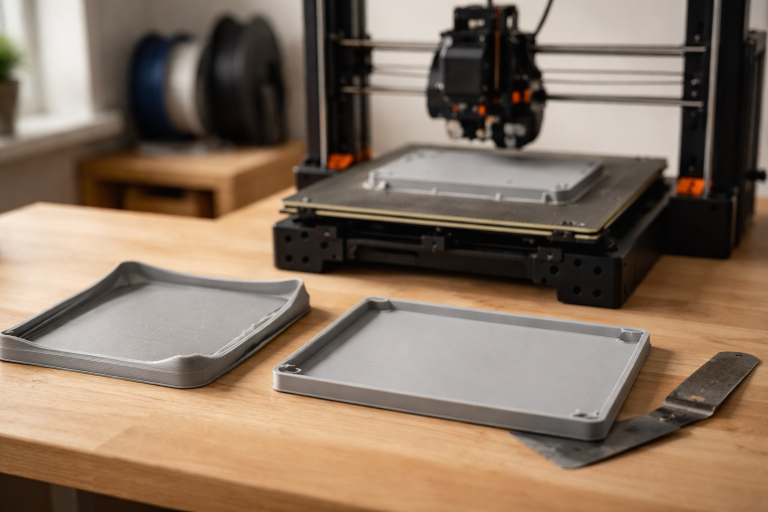
ABS er meget følsomt for træk og temperaturfald. Warping og revner på høje prints er typiske fejl, så her bliver det ekstra vigtigt med god første-lags-adhesion og kontrolleret miljø. Har du problemer med det første lag generelt, er der meget at hente i kategorien første lag og bed-adhesion.
Materialeproblemer: Er det filamentet – eller er det printeren?
Det er fristende at skyde skylden på en "dårlig rulle" filament, hver gang noget går galt. Sandheden er, at fejl oftere stammer fra:
- Forkerte temperaturer i forhold til materialet
- Forkert køling (især på PETG og ABS)
- Fugtigt filament, der popper, bobler og giver ru overflader
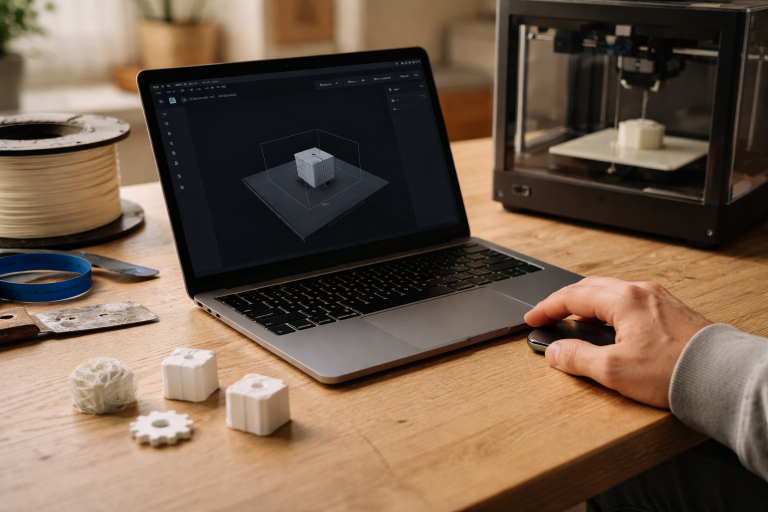
- Manglende kalibrering af flow eller steps/mm
I denne kategori kigger vi materialet i øjnene: hvad det kan, hvad det ikke kan, og hvordan du stiller printeren ind, så du ikke kæmper unødigt. Hvis du vil lære mere om generelle fejlfindingsteknikker, er hovedsektionen printteknik og fejlfinding et godt supplement.
Hvornår skal du skifte til et andet materiale?
Selv om PLA, PETG og ABS kan klare meget, er der grænser. Hvis du gang på gang støder ind i krav som:
- Meget høj slagstyrke og fleksibilitet
- Konstant høj driftstemperatur
- Ekstrem slidstyrke eller kemikalieresistens
– så er det måske tid til at kigge videre mod mere nicheprægede filamenttyper. I så fald kan du tage et kig på både fleksible og særlige materialer og materialevalg til konkrete projekter for mere målrettede anbefalinger.
Målet med denne kategori er, at du får styr på dine standardmaterialer én gang for alle, så du kan bruge din energi på fede projekter i stedet for uendelige testkuber.