Hvis dit PETG laver spindelvæv, gør du det her forkert
Har du også haft et PETG-print der lignede et gammelt loftrum fuld af spindelvæv?
Har du prøvet at åbne printeren, tage dit emne af pladen og tænke: “Hvorfor ser det her ud som en edderkop har haft travlt?”
Så er du ikke alene. Jeg havde det præcis sådan de første par ruller PETG. PLA kørte bare. PETG? Tråde mellem alle detaljer, små hår overalt og klumper på hjørnerne. Jeg var millimeter fra at gå tilbage til PLA for altid.
I stedet endte jeg med at lave en ret systematisk test på min egen printer. Og det er den metode, du får her. Ikke bare “skrue lidt ned for temperaturen”. Vi går igennem en konkret rækkefølge: tjek printeren, forstå hvad du ser, brug realistiske startværdier og tun én ting ad gangen.
Så: tag en slurk kaffe, rul PETG’en frem, og så fikser vi dit spindelvæv.
-
Forstå hvorfor PETG stringer mere end PLA
Før vi begynder at skrue på 20 slicer-indstillinger, giver det faktisk mening at vide, hvad du kæmper imod.
Stringing er de tynde tråde af plastik, der hænger mellem to punkter i printet. De opstår, når filamentet flyder ud af dysen under travel moves (altså når printeren bevæger sig uden at printe).
PETG gør det oftere end PLA, fordi:
- PETG er mere sejt (tænk smeltet ost, ikke flydende vand)
- Det bliver ved med at være klæbrigt over et bredt temperaturområde
- Det kræver højere temperatur, så det flyder lettere, hvis du ikke holder det i kort snor
Resultatet: hvor PLA kan “klippe” tråden rent ved retraction, vil PETG ofte strække sig i stedet, hvis indstillingerne er skæve.
Det gode er, at du kan få PETG til at opføre sig virkelig pænt. Men du skal være mere bevidst om temperatur, retraction og køling. Netop sådan noget vi også taler om i kategorien materialer og filament, fordi hvert materiale har sin egen personlighed.
-
Før du roder i slicer-indstillinger: tjek de 5 basisting
Jeg ved godt, det er fristende at åbne Cura eller PrusaSlicer og bare begynde at ændre tal. Men hvis mekanikken driller, kan du fin-tune i timevis uden at ramme plet.
Jeg starter altid med denne mini-tjekliste:
1. Er dit PETG tørt?
PETG suger fugt. Fugtigt filament giver:
- Mere stringing
- Små huller og bobler i overfladen
- Små knitrende lyde fra dysen under print
Hvis rullen har stået åben i et fugtigt rum, så smid den i en filamenttørrer eller ovn ved ca. 55 °C i 4-6 timer (brug stegetermometer, hvis du er nervøs). Lad den køle helt af, før du printer.
2. Er dysen ren?
En halvt tilstoppet dyse kan give underlige flow-effekter. Brug en kold-pull (cold pull) med et stykke nylon eller et andet filament, der kan trækkes rent ud. Eller skift dysen, hvis den er gammel og slidt.
3. Sidder PTFE-røret ordentligt? (på Bowden)
Hvis du har en Bowden-printer, skal PTFE-røret sidde helt tæt mod dysen. Er der et lille mellemrum, kan det lave en prop af smeltet plastik. Det kan give ustabil retraction og ekstra oozing.
4. Lækker din hotend?
Kig omkring hotend og heat block. Hvis du kan se sortbrun plastik siver ud mellem dyse og block, er der en læk. Det giver ustabilt flow. Skru varm dyse ud, rens, og saml igen efter producentens anvisninger.
5. Bider extruderen ordentligt fat?
Hvis extruderen glider på filamentet, får du under-ekstrudering nogle steder og mærkelige blobs andre steder. Rens drive gear for støv og filamentrester. Stram fjederen moderat, ikke helt i bund.
Hvis alt det her spiller, er det tid til indstillingerne. Det er her det begynder at blive sjovt.
-
Hurtig diagnose: hvad fortæller trådene dig?
Ikke alle tråde er ens. Måden de ser ud på, kan faktisk fortælle dig, hvor du skal starte.
Tykkelse og mængde
- Tykkere, få tråde mellem punkter: ofte for høj temperatur eller ingen/for lav retraction
- Meget fine hår overalt: typisk lige på kanten af for høj temperatur eller lidt for lav travel speed
- Store spindelvæv, der hænger i lag: ofte kombination af for høj temperatur, for lav travel speed og for lidt retraction
Se på start/stop-punkter
- Små knopper (zits) på ydersiden der hvor printeren starter/stopper: retraction distance eller speed kan være skæve
- Små blobs lige inden næste segment: for lav retraction speed eller ingen coasting/wipe
En god tommelfingerregel:
- Bliver trådene flere, men tyndere når du justerer, kigger du for meget på retraction og for lidt på temperatur
- Bliver trådene færre, men tykkere, mangler du retraction eller travel speed
Vi skal bruge den slags observationer i testen om lidt.
-
Startprofil: konkrete PETG stringing indstillinger for Bowden vs direct drive
Her kommer noget af det, jeg selv savnede i mange guides: tal der er realistiske at starte fra. Ikke perfekte, men gode udgangspunkter.
Temperatur (0,4 mm dyse)
- Generelt PETG område: 225 – 245 °C
- Start midt i producentens anbefaling. Skriver de 230-250 °C, så start ved 240 °C
Retraction distance
Direct drive:
- Start ved 0,8 – 1,4 mm
- Jeg lander ofte omkring 1,0 – 1,2 mm på mine direct drive maskiner
Bowden:
- Start ved 4 – 5,5 mm
- Gå sjældent over 6 mm med PETG, så begynder du at lege med risiko for jams
Retraction speed
Direct drive: 25 – 40 mm/s
Bowden: 30 – 45 mm/s (ofte lidt hurtigere for at kompensere for slør i røret)
Travel speed
- Generelt: 150 – 200 mm/s travel speed (ikke print speed)
- Lidt hurtigere travel hjælper, fordi dysen har kortere tid til at lække filament
Coasting og wipe (hvis din slicer har det)
- Coasting distance: 0,1 – 0,3 mm^3 (små værdier, hellere for lidt end for meget)
- Wipe distance: 2 – 5 mm
Brug coasting med forsigtighed i PETG. For meget giver huller i top-lagene. Wipe er ofte mere sikkert som første step.
Hvis du lige er startet med 3D-print generelt, kan det også give mening at snuppe en runde i vores kategori kom godt i gang med 3d print, så du er tryg ved de grundlæggende indstillinger, før du nørder dybere.
-
Trin-for-trin stringing test med et simpelt test-print
Nu kommer den del, der faktisk løser dit problem: en kontrolleret test, hvor du kun ændrer én ting ad gangen.
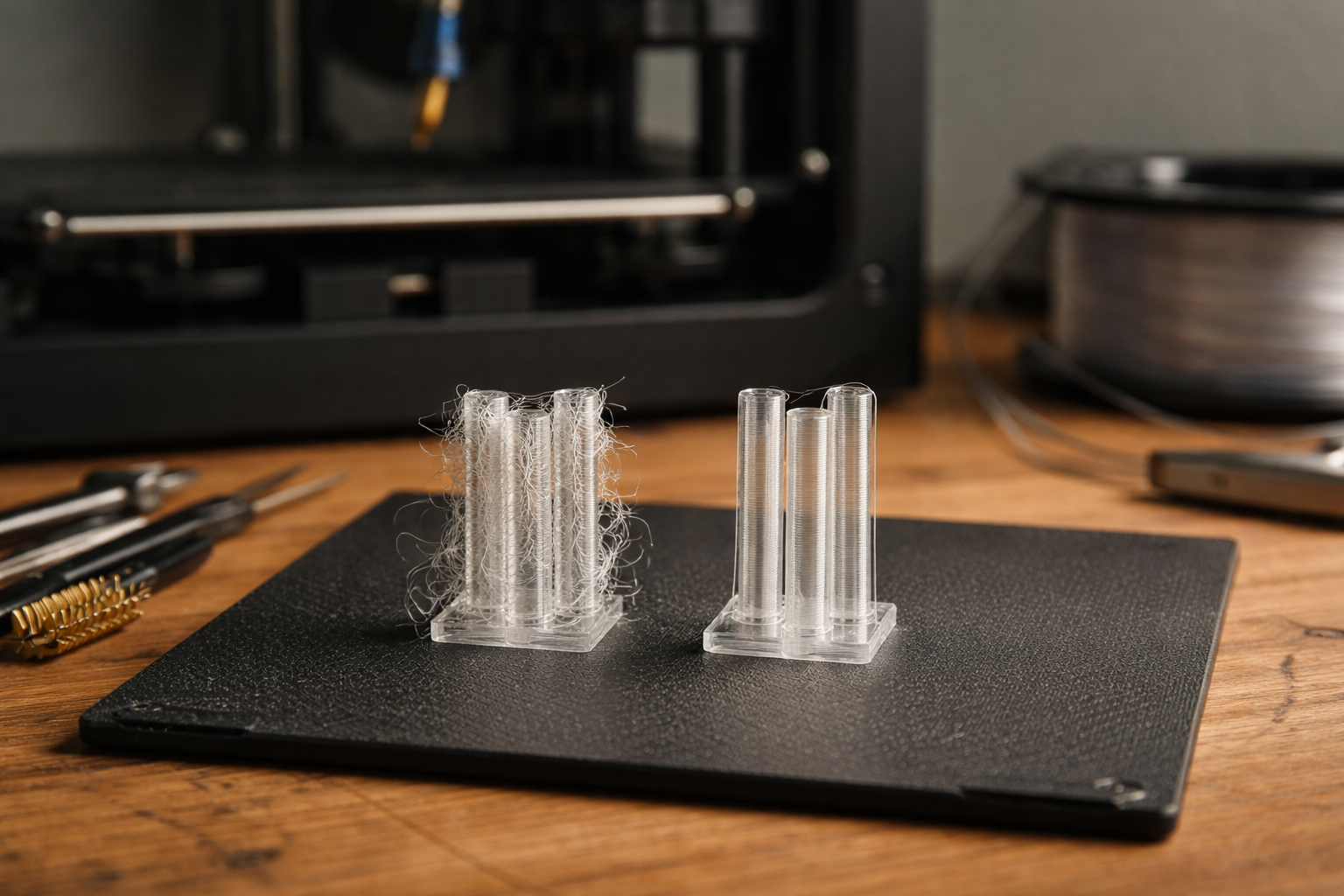
Find en simpel “stringing test” model, fx to eller fire stolper med luft imellem. Den slags findes i massevis på de kendte model-sider.
Planen er:
- Find laveste stabile temperatur
- Finjuster retraction distance
- Finjuster retraction speed og evt. wipe
- Til sidst kigge på køling og travel
5.1 Sådan finder du den laveste stabile temperatur
Start med de retraction-værdier jeg nævnte før, men fokuser på temperatur først.
- Sæt temperatur i den høje ende af PETG-området for din rulle, fx 245 °C
- Print stringing-testen
- Sænk temperaturen 5 °C, print igen
- Gentag indtil du når ca. 225 °C eller du ser tydelig under-ekstrudering
Hvad du skal kigge efter:
- For høj temperatur: meget stringing, bløde detaljer, lidt “glinsende” slasket overflade
- God temperatur: rimelig skarp form, moderat glans, få eller tynde tråde
- For lav temperatur: huller mellem perimetre, lag hæfter dårligt, lyden bliver mere “klikkende” fra extruderen
Vælg den laveste temperatur, hvor printet stadig ser sundt ud, og hvor extruderen ikke kæmper. Det er dit udgangspunkt.
5.2 Sådan finder du retraction distance uden at få jams
Når temperaturen er nogenlunde på plads, går vi efter retraction distance.
For direct drive:
- Start ved 1,0 mm, retraction speed 30 mm/s
- Print testen
- Hvis der stadig er tydelige tråde, øg til 1,2 mm og print igen
- Stop, når stringing bliver væsentligt mindre, eller du nærmer dig 1,5 mm
For Bowden:
- Start ved 4,5 mm, retraction speed 35 mm/s
- Øg i trin af 0,5 mm: 5,0 mm, 5,5 mm
- Gå sjældent over 6 mm med PETG, ellers risikerer du heat creep og tilstopning
Tegn på at du er gået for langt:
- Pludselige clogs efter mange retractions
- Mange små under-ekstruderede pletter efter travels
- Underlige klikkelyde fra extruderen lige efter retraction
Når du finder et punkt, hvor trådene er tydeligt reduceret uden at du får disse symptomer, så holder du dig omkring den distance.
5.3 Juster retraction speed og wipe
Når distance og temperatur spiller okay, finpudser vi.
Hvis du stadig har lidt tråde:
- Øg retraction speed en smule, fx fra 30 til 35 mm/s
- Aktiver “wipe” og sæt 3 – 4 mm
Hvis du får små knopper der, hvor printeren starter på en perimeter, kan du prøve:
- Lidt lavere retraction speed (fra 35 ned til 30 mm/s)
- Lidt coasting (0,1 – 0,2 mm^3) hvis din slicer har det
Her handler det ikke om at fjerne hver eneste lille tråd. Målet er: ingen store spindelvæv og kun minimalt efterarbejde med en hobbykniv.
-
Køling og hastighed: hvornår hjælper mere blæser, og hvornår gør det værre?
PETG er lidt følsom overfor køling. For meget, og du får dårlig lagbinding og skøre prints. For lidt, og du får slatne broer og mere stringing.
Køling til PETG
- Standard: 30 – 50 % part cooling fan
- Jeg ligger ofte omkring 40 % til generelle prints, og 50 % til detaljer med små features
Hvis du har voldsomme tråde, kan du prøve at øge kølingen lidt, mens du holder øje med, om lagene stadig binder godt.
Hvis dine prints pludselig knækker let, når du bøjer dem, så skru lidt ned igen.
Print- og travelhastighed
Print speed (det tempo, der skrives plastik med):
- Generelt 40 – 60 mm/s til PETG
- Lidt langsommere kan faktisk hjælpe på kvaliteten, men det påvirker ikke stringing vildt meget
Travel speed (bevægelse uden print):
- Højere travel speed giver mindre tid til at plastikken kan løbe ud
- Prøv 180 – 200 mm/s, hvis din printer kan håndtere det uden at ryste alt løs
Hvis din printer står i en lille lejlighed som min, og du i forvejen kæmper lidt med plads og støj, kan du kombinere den her fin-tuning med bedre rutiner generelt i værkstedet. Der ligger en hel kategori om workflow i værkstedet, som tager fat i det mere praktiske setup omkring printeren.
-
Typiske fejl og hurtige fixes: små hår, store spindelvæv, blobs og zits
Lad os tage de mest almindelige scenarier, jeg selv og andre PETG-brugere møder.
Scenario 1: Små hår overalt, men ingen store tråde
Det her er faktisk et luksusproblem. Ofte er du meget tæt på perfekte indstillinger.
Prøv:
- Sænk temperatur 3 – 5 °C
- Øg travel speed lidt
- Aktiver wipe, hvis du ikke allerede bruger det
De fleste små hår kan fjernes med en hurtig tur med varmepistol på lav varme eller en lighter på afstand (vær meget forsigtig). Bare lige et hurtigt “swoosh” forbi overfladen.
Scenario 2: Store, tykke spindelvæv mellem tårne
Her er vi ovre i “okay, noget er helt galt”-territorie.
Gør det her, i rækkefølge:
- Tjek at retraction overhovedet er slået til i sliceren (ja, det har jeg selv glemt…)
- Sænk temperatur 5 – 10 °C
- Øg retraction distance (0,2 – 0,5 mm ad gangen)
- Øg travel speed til mindst 150 mm/s
Scenario 3: Næsten ingen tråde, men mange små knopper (zits) på overfladen
Her er det ofte retraction speed og start/stop-håndtering der driller.
Prøv:
- Sænk retraction speed en smule (fra fx 40 til 30 mm/s)
- Tilføj en smule coasting, 0,1 – 0,2 mm^3
- Brug “randomize seam” hvis du hellere vil have små fejl spredt ud fremfor en lodret søjle
Scenario 4: Tråde bliver værre jo længere printet kører
Hvis det første stykke af printet er okay, men stringing bliver værre over tid, kan det pege på:
- Fugt i filamentet, der fordamper mere og mere
- Heat creep i hotend (varme kryber opad og blødgør filamentet for højt)
Her er løsningen typisk:
- Tør filamentet grundigt
- Sørg for ordentlig køling af heat break/heat sink
- Undgå for høj retraction distance, især på Bowden
-
Når intet virker: kig efter fugt, nozzle gap eller mekanisk slør
Nogle gange har man prøvet alle de oplagte ting, og printet ligner stadig noget fra et horror-spil. Så er det tid til den lidt mere kedelige (men vigtige) del.
Fugtigt PETG igen (ja, det spøger tit)
Hvis du oplever:
- Meget uforudsigelig stringing
- Små huller og ru overflader
- Små “pop” lyde fra dysen
Så tør filamentet én gang til. Jeg har selv troet “den rulle kan da ikke allerede være fugtig”. Jo. Det kunne den godt.
For stort nozzle gap (Z-offset)
Hvis første lag ligger for langt fra pladen, kan du få dårlig lagbinding helt fra starten, og det kan give underlig opførsel i resten af printet.
Tegn:
- Første lag ser mere ud som snore end som en flad “pølse”
- Lagene kan nemt nulres af pladen
Fix:
- Juster Z-offset en anelse nedad (typisk 0,02 – 0,05 mm ad gangen)
- Print et first-layer testmønster, til det ligger pænt fladt
Mekanisk slør i aksler eller extruder
Hvis dine retractions ikke er konsistente, kan det være mekanisk:
- Løse grubeskruer på hjul eller tandhjul
- Løse remme der kan hoppe en anelse
- Slidt Bowden-rør med for meget slack
Tjek at alt sidder stramt, og at extruderen faktisk bevæger filamentet det, sliceren tror.
Sidste udvej: ny profil eller anden slicer
Hvis du har rodet så meget med profilen, at du ikke længere ved, hvad der er standard, så lav en frisk profil:
- Brug printerproducentens anbefalede PETG-profil som basis
- Lav kun få justeringer ad gangen, i den rækkefølge vi har været igennem
Og hvis du har mod på at nørde mere generelt, kan du altid hoppe over i vores brede univers om digital fabrikation og makers liv og hente lidt ekstra inspiration til, hvad du kan bruge dine nu stringing-frie PETG-prints til.
Hvis jeg skal koge det ned til en lille “prøv det her næste gang”-tjekliste til dig, så er det:
- Tjek at PETG’en er tør, og at dysen og PTFE ser ordentlige ud
- Find laveste stabile temperatur med små test-prints
- Juster retraction distance ud fra om du har Bowden eller direct drive
- Finpuds speed, wipe og eventuelt en smule coasting
- Brug køling med måde, og skru hellere op for travel end for print speed
Og husk: hvis dit første forsøg stadig ligner lidt spindelvæv, er det helt normalt. Gem et par mislykkede prints. Du vil elske at kigge tilbage på dem, når dine PETG-emner står knivskarpe på buildpladen.

Relaterede indlæg
Tilkoblet Kalibrering og finjustering, Materialer og filament, Printteknik og fejlfinding, Slicer-indstillinger og profiler, Standardmaterialer (PLA, PETG, ABS), Typiske printfejl