Fugt dræber dine prints stille og roligt
En undersøgelse af filament viser, at nogle typer nylon kan tage over 10 % af deres egen vægt i vand på få dage i almindelig luftfugtighed. Ti procent. Det er som at hælde en halv kop vand ned i din spole, bare fordi den hænger på væggen.
Du kender det sikkert: du starter et print, det første lag ser fint ud, og så begynder det at sige små popcorn-lyde fra dysen. Overfladen bliver ru, strengene mat og flossede, og styrken er bare… meh. Jeg har selv stået der og skældt både printer og slicer ud, før det gik op for mig, hvor meget hygroskopisk filament faktisk betyder i praksis.
Hvad hygroskopisk egentlig gør ved dit filament
Hygroskopisk betyder bare, at et materiale suger vand fra luften. Filament er jo plastik, men mange plasttyper har små steder i strukturen, hvor vandmolekyler lige kan kile sig ind og hænge fast.
Når du så varmer det op i hotenden, sker der to ting:
- Vandet koger og bliver til damp, som udvider sig voldsomt
- Polymeren (selve plastkæderne) kan blive delvist nedbrudt kemisk
Resultatet er ikke bare et par små bobler. Du får ustabil flow, små eksplosioner i dysen, porøse vægge og dele, der knækker alt for let.
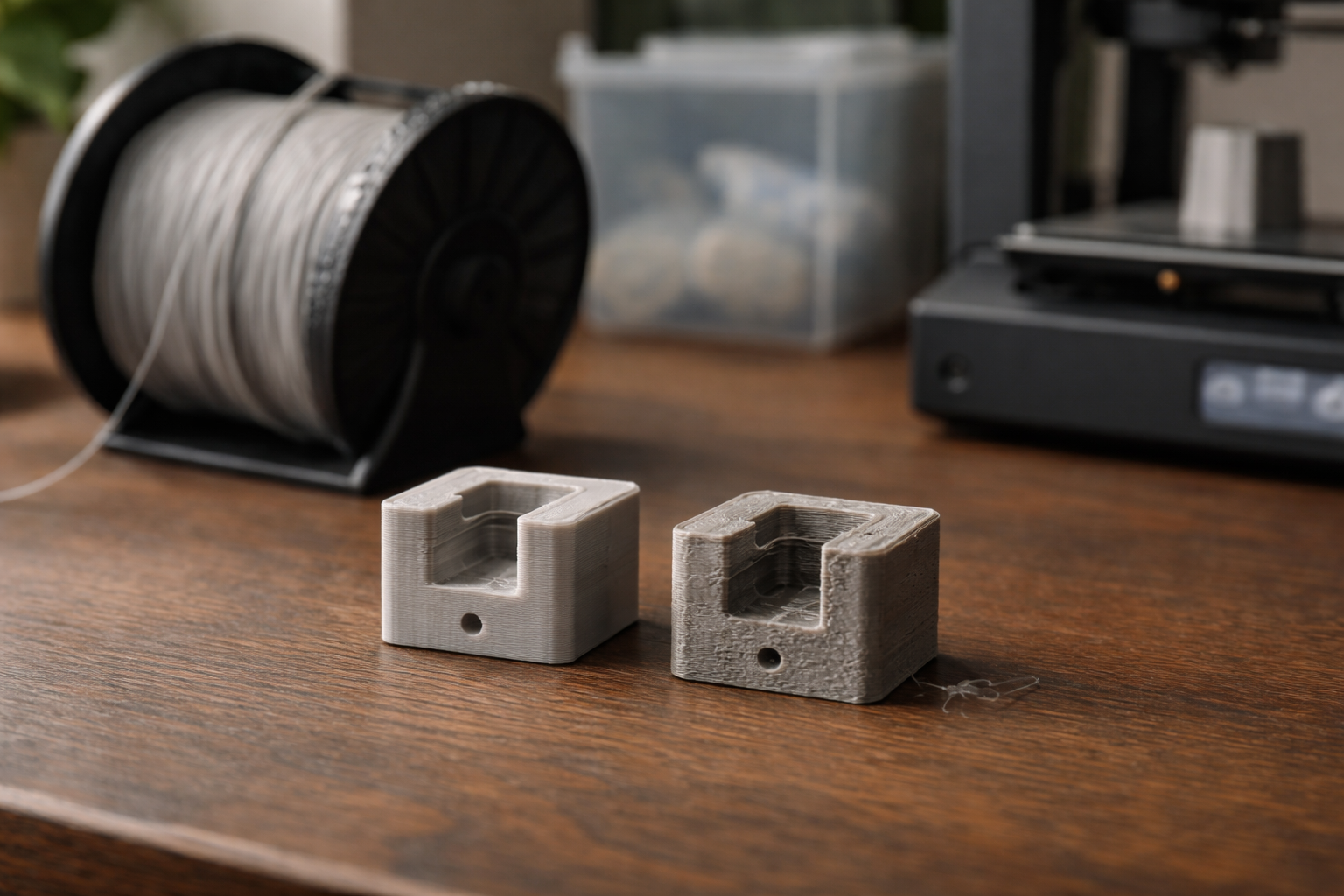
Jeg har haft nylon-beslag, der så pæne ud, men som kunne knækkes med to fingre, fordi de havde stået på en åben spoleholder i stuen i en uge. Siden har jeg taget fugt ret alvorligt, især i den mere sarte ende af materialer og filament.
De symptomer du kan høre og se
Du behøver ikke måle luftfugtighed for at gætte på vådt filament. Printeren siger det højt nok.
Lyd: popping og knitren
Hvis det lyder som små popcorn eller sodavand, der åbnes, mens du printer, er der vand i spil. De små lyde er vand, der koger i dysen og laver mikro-udblæsninger.
Det er ikke en “måske” indikator. Hører du det tydeligt, er filamentet ikke tørt.
Udseende: ru, mat og fyldt med små huller
Nogle typiske visuelle tegn:
- Overfladen går fra pæn, jævn og halvblank til mat og fnugget
- Små bitte huller og kratere i ydersiden
- Stringing, der ligner spindelvæv, selv ved lav retraction og temperatur
Hvis du har kæmpet med PETG der laver spindelvæv, kan du også kigge forbi artiklen om når PETG begynder at trække tråde over det hele. Fugt er tit halvdelen af problemet.
Mekanisk: sprødt, svagt, dårlig layer bonding
Vådt filament giver ofte:
- Lag, der delaminerer på tværs, når du bøjer delen
- Klips, beslag og funktionelle dele, der knækker tidligere end forventet
- Bedre udseende i retning af lagene end på tværs af dem
Hvis du laver funktionelle ting, som noget i kategorien funktionelle dele og reservedele, er det her ret vigtigt. Det ser måske fint ud på billedet, men det holder ikke i brug.
Hvilket filament suger mest fugt? En simpel rangliste
Jeg vil ikke smide lange kemitabeller i hovedet på dig. Men her er den praktiske rangliste, sådan som jeg oplever den i en dansk lejlighed med cirka 40 til 60 % luftfugtighed.
Nederst: PLA og PETG
PLA
- Fugt-score: lav til moderat
- Typisk problem: først efter uger til måneder i åben luft
- Symptomer: lidt mere stringing, lidt mere mat, men tit til at leve med
PLA kan godt blive vådt, især billigt eller fyldt PLA. Men for de fleste hobbybrugere er PLA mere tilgivende. Jeg har haft en åben spole i en måned, der stadig printede pænt nok til hverdagsdimser.
Spørgsmålet “skal PLA tørres” er for mig: kun hvis du kan høre popping, se tydelige huller eller laver noget, hvor styrke og overflade virkelig betyder noget.
PETG
- Fugt-score: moderat
- Typisk problem: mere hurtigstringing og lidt popping efter få uger i fugtig luft
- Symptomer: spindelvæv, ru overflade, ujævn ekstrudering
PETG virker ofte mere kræsent end PLA, men meget af det er temperatur og retraction. Der er en hel del tips i artiklerne om PETG og stringing, fx når PETG laver spindelvæv over det hele. Fugt spiller dog klart ind, især hvis spolen har stået i et koldt, fugtigt rum.
Midterfeltet: TPU og ABS/ASA
TPU
- Fugt-score: moderat til høj
- Symptomer: kraftig popping, boblende walls, ekstrem stringing
TPU fugt symptomer er meget tydelige. Jeg har haft TPU, der nærmest skød små plastdråber ud af dysen. Printet lignede en velour-overflade. Et par timers tørring, og det blev markant pænere.
ABS / ASA
- Fugt-score: moderat
- Symptomer: små huller, ru overflade, svagere lagbinding
ABS og ASA er i forvejen lidt følsomme på temperatur og warping. Fugt gør ikke livet nemmere, men de er ikke nær så hysteriske som nylon.
I toppen: Nylon, PC og blandinger
Nylon (PA), PA-CF, PA-GF
- Fugt-score: meget høj
- Symptomer: popping efter få timer i åben luft, mælkede prints, porøse dele
Hvis du tager nylon ud af en tør pose og lader den hænge frit en dag eller to, kan du ofte høre forskel på første og andet print. Nylon er verdensmester i at suge vand, og du kan lige så godt acceptere, at det kræver tør boks eller fast tørring.
Polycarbonat (PC) og PC-blends
- Fugt-score: høj
- Symptomer: popping, bobler, dårlig bed adhesion og lagbinding
PC kan godt være smuk og stærk, men våd PC er bare et mareridt. Her er en tørresession næsten standard, før du får pæne funktionelle dele.
Hvornår skal du tørre? En simpel beslutningsmodel
Jeg plejer at bruge en lille mental tjekliste:
1. Hvad printer du?
- Prototyper, små dimser, figurer til hylden: du kan ofte leve med lidt fugt
- Funktionelle dele, beslag, mekaniske dele: gå efter tørt filament
2. Hvilket materiale er det?
- Nylon, PC, TPU: jeg tørrer næsten altid, hvis spolen har været åben mere end et par dage
- PETG: jeg overvejer tørring, hvis jeg ser meget stringing og huller
- PLA: kun hvis jeg kan høre popping eller ser tydelig porøsitet
3. Hvilke fejl ser og hører du?
Hvis du oplever:
- Popping-lyde fra dysen
- Små huller i vægge og top-lag
- Ekstrem stringing på trods af fornuftige retraction-indstillinger
… så er “hvordan ved man filament er vådt” faktisk ret simpelt: du kan både se og høre det. Giv det en tørresession.
Tørre uden specialudstyr vs filament dryer
Du behøver ikke en dyr filament dryer for at komme i gang. Men de kan gøre livet nemmere, især med hygroskopiske materialer.
Billige metoder der virker
Almindelig ovn
- Indstil til 45 til 55 °C til PLA, 60 til 65 °C til PETG og TPU, 70 til 80 °C til nylon (tjek spole-materiale!)
- Lad lågen stå en lille smule åben, hvis termostaten er svingende
- Tid: 4 til 6 timer for fugtigt materiale, 2 timer til vedligehold
Vigtig detalje: mål ovnens reelle temperatur først med et stegetermometer. Min egen ovn kalder 60 °C, når den i virkeligheden ligger og banker 85 °C. Det er nok til at smelte en pæn PLA-spole til en moderne skulptur.
Food dehydrator
De der madtørrere fungerer faktisk fint til filament. De giver ofte mere stabil varme end en ovn, men kræver lidt tilpasning for at få en hel spole ned i.
Filament dryer: hvad får du ekstra?
En dedikeret filament dryer giver dig typisk:
- Stabil temperatur over mange timer
- Mulighed for at printe direkte fra den tørre boks
- Mindre risiko for at smelte spolen
Det løser ikke alle printproblemer, men til nylons og PC kan det være forskellen på “jeg hader det her” og “nå, det giver faktisk mening”.
Opbevaring i dansk klima: godt nok vs overkill
Vi bor i et land, hvor luftfugtighed sjældent er lav. Men du behøver ikke laboratorie-setup for at beskytte dit filament.
Den enkle løsning: plastkasse og silica
Jeg kører selv med gennemsigtige plastkasser med låg, et par poser silica gel og evt. en simpel hygrometer-indikator inde i hver kasse.
Praktisk setup:
- Hold 3 til 5 spoler i én kasse
- Smid 100 til 200 g frisk silica gel i
- Mål: kom ned under cirka 30 til 40 % relativ fugtighed inde i kassen
Vakuumposer: gode til langtidsparkering
De billige vakuumposer med ventil er fine til materialer, du ikke bruger så tit: nylon, PC og eksotiske blandinger. Smid en silica-pose i før du suger luften ud.
Hvornår er det overkill?
Hvis du primært printer PLA og lidt PETG, og du ikke laver kritiske funktionelle dele, så er en stor tætsluttende plastkasse med silica og låg rigeligt. Der er en hel kategori om lagring og håndtering af materialer, hvis du vil nørde systemet mere igennem.
Sådan tester du, om tørring faktisk gjorde noget
Jeg kan godt lide at have et før og efter. Ellers ved jeg ikke, om jeg bare bilder mig ind, at det blev bedre.
Lav et simpelt testprint
Brug en lille kalibreringskube, en hul cylinder eller en tynd væg. Print den med de indstillinger, du normalt bruger, før du tørrer spolen.
Efter tørring printer du præcis det samme igen:
- Samme model
- Samme temperatur, hastighed, flow osv.
Hvad du skal kigge efter
- Lyd: er popping væk eller tydeligt reduceret?
- Overflade: færre små huller, mindre fnug, mere ensartede linjer
- Styrke: bøjer før den knækker, og knækker den mere “sejt” end sprødt?
Hvis der næsten ingen forskel er, var fugt måske ikke din hovedfjende. Så er det over i den mere generelle afdeling for printteknik og fejlfinding med temperatur, flow og mekanik.
Typiske myter om hygroskopisk filament
“PLA bliver aldrig vådt”
Jo, det gør det. PLA er bare relativt tolerant. Mange kan printe PLA, der har stået længe, uden at lægge mærke til forskellen, fordi tolerancen for fejl på pynt og små brackets er høj.
Men laver du fine overflader og små mekaniske klik-detaljer, kan tør PLA godt være forskellen på “fint” og “rigtigt tilfredsstillende”.
“Man kan altid bare tørre lidt varmere”
Det kan du godt, men kun indtil spolen eller filamentet begynder at deformere. Og det går hurtigere, end man tror.
Min første “tørre-PETG-i-ovnen” session sluttede med en spole, der var bøjet så meget, at den ikke kunne sidde på holderen længere. Ovnen svingede mellem 50 og 90 °C, selvom den stod på 60. Siden har jeg været meget mere konservativ med temperaturer.
“Filament dryer løser alle problemer”
En filament dryer kan være et virkelig godt værktøj, især med nylon og PC. Men den fikser ikke:
- Dårlig kalibrering af flow og e-steps
- For lav dyssetemperatur
- Mekaniske problemer som slup eller tilstoppede dyser
Se tørring som én brik i puslespillet, ikke hele løsningen. Hvis du vil nørde mere i at skelne mellem clog, slip og andre fejl, er der en fin guide om at bruge 10 minutter på diagnose mellem clog, heat creep og slip.
Hvad du konkret kan gøre i dag
Hvis du sidder og tænker “ok, mit filament er nok semi-klamt”, så gør det her:
- Vælg én spole, du ofte bruger, og giv den en forsigtig tørresession i ovn eller dehydrator.
- Print en lille testdel før og efter med samme profil.
- Beslut, om forskellen er stor nok til, at det er værd at gøre det jævnligt.
- Find en plastkasse og et par silica-poser til de spoler, du holder mest af.
Så er du allerede foran de fleste. Fugt lyder kedeligt, men effekten på printkvalitet er alt andet end kedelig, især når du begynder at lege med mere krævende materialer.
Og hvis du hører små popcorn fra dysen næste gang, så ved du i det mindste, hvad den prøver at fortælle dig.




jeg troede også det var printeren (skældte den ud), men FUGT ødelagde filamentet – min søn så på mig