Din dyse lyver for dig: sådan opdager du slidt nozzle i tide
“Hvorfor ser mit nye PLA så dårligt ud?” wrote en ven til mig for et par måneder siden. “Jeg har ændret ALT i sliceren. Intet hjælper.”
Vi skrev lidt frem og tilbage, og efter ti beskeder spurgte jeg: “Hvornår har du sidst skiftet dyse?”
Der blev helt stille i chatten. Så kom svaret: “Øh… aldrig?”
Hvis du også har mystiske printfejl, efter du har hygget dig med kulfiber, glow-in-the-dark eller metalfyldt filament, så er du sandsynligvis samme sted. Din dyse er måske bare slidt. Lad os få den ud af skammekrogen.
1. Hvad dyse-slid egentlig er (og hvorfor dine mål pludselig sejler)
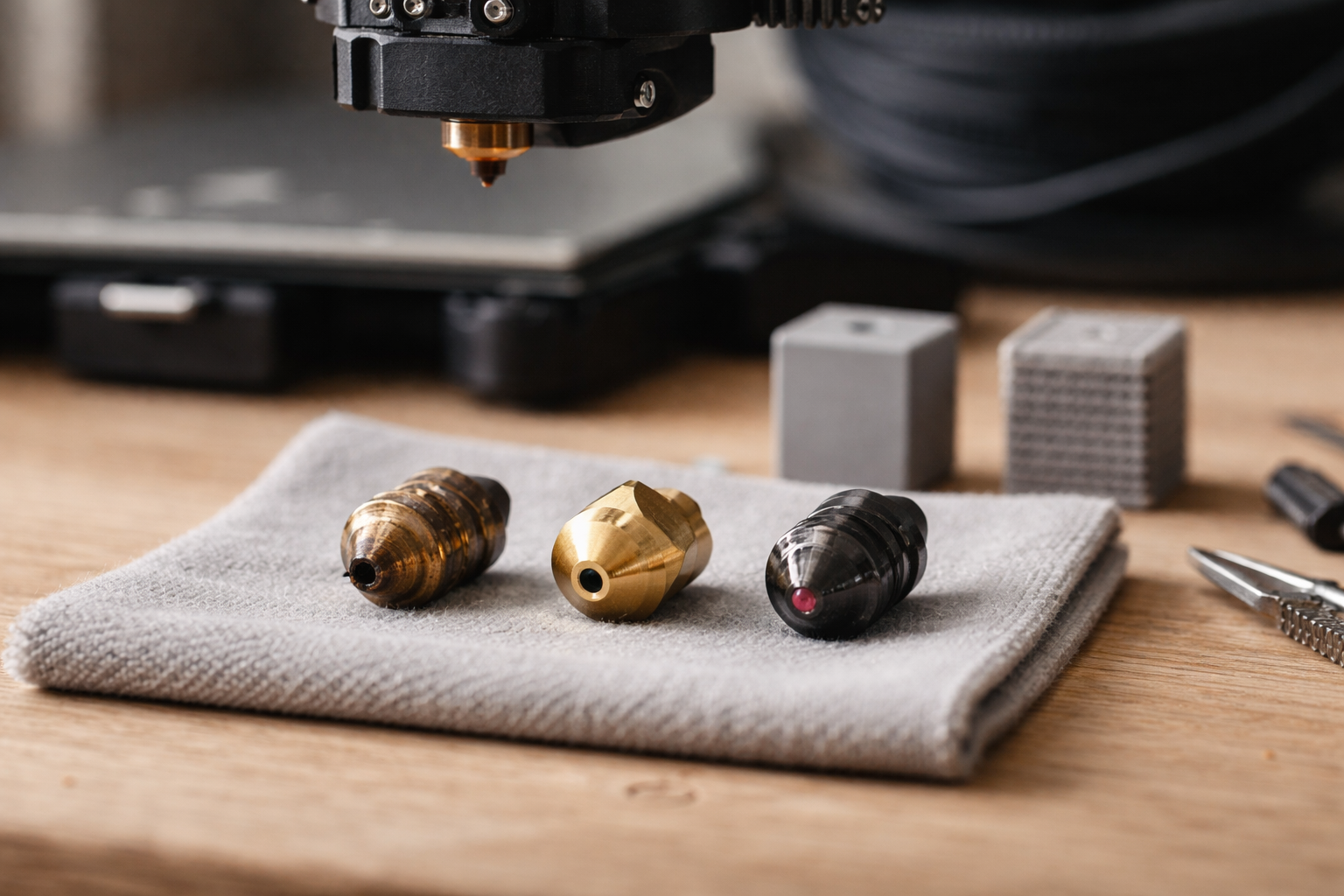
En dyse (nozzle) er det lille messing- eller stålrør, hvor det smeltede filament bliver presset ud. Standard er ofte 0,4 mm åbning.
Dyse-slid betyder, at den åbning ikke længere er den størrelse, du tror. Den er blevet slidt større, ujævn eller delvist “ovalt” indeni, fordi abrasive filamenter fungerer som sandpapir på metallet.
Konsekvensen er ret kedelig:
- Dine dimensioner passer ikke længere (huller for små, ydre mål for store).
- Overfladen bliver ujævn, ru eller uforudsigelig.
- Flowet svinger, så nogle lag ser fine ud, andre ligner spaghetti.
Især hvis du printer funktionelle dele, hvor 0,2 mm faktisk betyder noget, kan en slidt dyse ødelægge både pasform og humør. Mange jagter problemet i sliceren, selv om det i virkeligheden sidder fysisk på hotenden.
Hvis du er ny i 3D-print, giver det i øvrigt ret god mening at tage et kig på de mere grundlæggende ting som kom godt i gang med 3D print, og så bruge den her artikel som “level 2” vedligehold.
2. Syv tydelige tegn på, at din dyse er slidt
Du behøver ikke måle med mikrometer for at gætte på dyse-slid. Der er nogle ret genkendelige symptomer.
2.1 Overfladen bliver ujævn uden at du har ændret noget
Hvis du har kørt den samme profil i lang tid, og dine prints pludselig får mere “bumpet” eller kornet overflade, så er det et klassisk signal.
Det ligner tit for højt flow, men når du skruer flow ned, får du i stedet huller og under-ekstrusion. Den der følelse af, at du ikke kan ramme et sweet spot.
2.2 Mere stringing, selv med kendte indstillinger
Stringing (de små tråde mellem dele) kan skyldes mange ting, ja. Men hvis du ikke har skiftet filament, temperatur eller retraction, og det alligevel bliver værre, er en slidt dyse på listen over mistænkte.
En ujævn åbning kan få filamentet til at “hænge” lidt i mundingen, så det trækker tråde på tværs.
2.3 Dimensioner passer ikke længere
Printede du før en 20 x 20 x 20 mm kalibreringskube, der var til at leve med, og nu er den 20,3 x 20,3 mm ud af det blå? Eller er huller pludselig for små, selv om modellen og slicer er de samme?
En dyse, der er slidt fra 0,4 til f.eks. 0,45 mm, lægger mere materiale pr. spor. Sliceren ved det bare ikke.
2.4 Inkonsekvent extrusion hen over printet
Du ser måske sektioner, hvor lagene er pæne, og andre steder hvor printet bliver tyndt, gennemsigtigt eller får små mangler.
Det kan føles som tilstoppet dyse, men når du renser den, er problemet der stadig. Ujævn slid indvendigt i dysen giver ujævnt flow, især ved skift i retning og hastighed.
2.5 Første lag driller selv med god bed-level
Hvis første lag pludselig ikke vil ligge tæt og ensartet, selv om du har god bed-adhesion og nyjusteret z-offset, kan det være dysen. En “udfladet” eller skæv åbning fordeler plasten dårligt og skubber i den forkerte retning.
2.6 Du kan ikke længere stole på dine CF-/glow-profiler
Du lavede måske en fin profil til kulfiberfyldt PETG eller glow-in-the-dark PLA. Den virkede perfekt i starten. Efter et par spoler er printene blevet grimmere, selv om du ikke har ændret noget.
Her er mistanken ekstra stor, fordi CF og glow er hårde ved messing.
2.7 Synligt slid eller uregelmæssig åbning
Hvis du kigger på dysen udefra og kan se, at åbningen ser “fræset” ud, ikke er ren cirkel eller har små hak, så er den klar til pension.
Det kræver godt lys og eventuelt et lille forstørrelsesglas. Men ofte kan du faktisk se forskel på en ny og en hårdt brugt dyse.
3. Hurtig test: er det virkelig dysen og ikke bare sliceren?
Inden du bestiller en håndfuld nye nozzles, kan du lave et par simple tests. Alt kan klares på 1-2 timer.
3.1 Print en simpel kalibreringskube
Download en 20 x 20 x 20 mm kube, eller brug en du kender.
- Print i helt almindelig PLA.
- Standardhastighed (50-60 mm/s).
- Standard laghøjde (0,2 mm).
Mål den med skydelære. Ser du systematisk for store mål i X/Y (f.eks. 20,2-20,4 mm), uden at du har ændret flow, er det et tegn. Sammenlign gerne med gamle noter eller billeder, hvis du har.
3.2 Kør en single-wall test
Print en tynd, hul firkant eller cylinder med én perimeter og 0 % infill. I sliceren står din linjebredde måske til 0,4 mm eller 0,45 mm.
Mål vægtykkelsen med skydelære:
- Hvis slicer siger 0,45 mm, og du måler 0,50-0,55 mm, er noget off.
- Hvis det er konsekvent for tykt, kan dyse-slid eller forkert flow være synderen.
Hvis du før kunne komme tættere på teoretisk værdi, men nu ikke kan, er mistanken stærk.
3.3 Skift midlertidigt til en ny dyse (hvis du har en liggende)
Har du en ekstra 0,4 mm messingdyse i skuffen, så smid den på, uden at du ændrer andet. Samme filament, samme profil.
Hvis overflade, mål og stringing pludselig ser markant bedre ud, har du svaret. Det er den gamle dyse, ikke sliceren, der driller.
4. Hvilke filamenter slider mest (og hvorfor din messingdyse hader dem)
Ikke alle filamenter er lige hårde ved dysen. Nogle er nærmest som at køre sandpapir igennem den.
4.1 De rigtig abrasive syndere
- CF-filament (kulfiberfyldt PLA, PETG, nylon osv.): indeholder små kulfiberstykker, som er meget hårde.
- Glow-in-the-dark: indeholder phosphorpartikler, der slider voldsomt på messing.
- Metal-fill (PLA med metalpulver): messing-, bronze-, kobberfyldt filament er tungt og slibende.
- Glasfiberfyldt filament: glaspartiklerne er ren no-go for blød messing over tid.
Bruger du nogen af de her typer bare ind imellem, er det en god idé at tage dyse-valg mere alvorligt. Eller have en “offer-dyse”, som du bruger til de hårde jobs.
4.2 Filamenter der typisk er skånsomme
- PLA uden fyldstoffer
- PETG uden fyld
- ABS/ASA uden fyld
De her sliders også, men meget langsommere. En messingdyse kan holde rigtig længe, hvis du kun kører standard PLA og PETG og ikke printer dag og nat.
Hvis du vil nørde mere materialevalg og hvordan det spiller sammen med hardware og dyser, så kig forbi kategorien materialer og filament.
5. Messing, hærdet stål, ruby: hvilken dyse skal du vælge?
Nu kommer det store spørgsmål: hvad skal du så sætte i i stedet?
5.1 Messingdyse: den gode standard
Fordele:
- Billig og nem at få fat i.
- Varmer hurtigt op og leder varme godt.
- Perfekt til PLA, PETG, ABS uden abrasive partikler.
Ulemper:
- Blød, slides hurtigt af CF, glow og metal-fill.
- Kan deformere, hvis du overstrammer eller mishandler den ved skift.
Jeg bruger selv messing til 90 % af mine prints herhjemme i stuen. Så snart der står “CF” eller “glow” på en rulle, holder jeg mig fra messingdyserne.
5.2 Hærdet ståldyse: din hverdagstank
Fordele:
- Klarer abrasive filamenter langt bedre.
- Holder væsentligt længere ved CF, glow, glas- og metalfyld.
- God “one-dyse-løsning”, hvis du ikke gider skifte hele tiden.
Ulemper:
- En anelse dårligere varmeledning, kræver ofte lidt højere temperatur (f.eks. +5 til +15 °C).
- Typisk lidt dyrere end messing.
Hvis du ofte skifter mellem almindelig PLA og f.eks. kulfiberfyldt PETG, er hærdet stål efter min mening et rigtig fornuftigt kompromis. Du kan have én dyse monteret, uden at skulle være nervøs for at snige en glow-in-the-dark ugle ind i weekenden.
5.3 Ruby / CMC og lignende “luksusdyser”
De eksotiske dyser har keramiske eller rubin-indlæg i spidsen.
Fordele:
- Ekstremt slidstærke, næsten ligeglade med abrasive fyldstoffer.
- Kan være en god investering, hvis du kører CF / glasfiber professionelt.
Ulemper:
- Meget dyrere end messing og hærdet stål.
- Overkill til hobbybrug, hvis du kun lige printer glow-tallerkener til Halloween.
Jeg plejer at sige: Ruby-dyse giver først mening, når du
6. Hvornår skal du så reelt skifte dyse?
Her er nogle tommelfingerregler. De er ikke videnskabelige, men de ligger tæt på det, jeg ser hos både mig selv og andre makers.
- Ren PLA / PETG i messingdyse: skift når symptomerne begynder, ikke efter bestemt antal timer.
- CF / glow / metal-fill i messing: skift ofte. Nogle gange efter bare 0,5-1 kg filament.
- CF / glow i hærdet stål: kan nemt tage flere kilo filament, før du ser tydeligt slid.
Hvis du pludselig får mystiske fejl, og du ved, at du har kørt en del abrasive materialer, så er “hvornår skifte nozzle”-spørgsmålet ofte: nu.
7. Hvad du skal justere i sliceren efter dyse-skift
Når du skifter dyse, ændrer du den måde, varmen fordeles og plasten flyder på. Så ja, du skal typisk justere en smule.
7.1 Temperatur
Går du fra messing til hærdet stål, er det ret normalt at skrue 5-15 °C op for at få samme flow.
- PLA: hvis du plejer at køre 200 °C, så prøv 205-215 °C.
- PETG: fra f.eks. 235 °C til 240-250 °C.
Tag små skridt. Print en lille test (f.eks. en halv Benchy) ved forskellige temperaturer og sammenlign.
7.2 Flow / extrusion multiplier
Hvis du tidligere har “kompenseret” i flow for en slidt dyse, bør du nulstille det, når du sætter en frisk dyse i.
Stålfaste 100 % flow er et godt udgangspunkt med ny dyse. Brug igen single-wall testen til at justere til, så din målte vægtykkelse matcher det, sliceren forventer.
7.3 Retraction
En ren, skarp dyse kan faktisk give lidt mindre stringing, så du kan ofte køre med en anelse lavere retraction end med en slidt.
Hvis du skifter materiale samtidig (f.eks. fra PLA til PETG), skal du selvfølgelig også tage højde for materialets typiske retraction-værdier.
8. Mini-guide: sådan skifter du dyse uden at ødelægge hotend
Dyse-skift kan godt virke lidt skræmmende første gang. Specielt når printeren står midt i stuen, og du egentlig bare ville printe en planteholder, inden du skal til brunch. Men det er faktisk ret ligetil, hvis du gør det roligt.
8.1 Forberedelse
- Find en god, passende skruenøgle (typisk 7 mm) til dysen.
- Brug en lille tang til at holde på varmeklossen.
- Hav den nye dyse klar, så du ikke står og roder i skuffer med varm hotend.
8.2 Heat it up
Varm hotenden op til den temperatur, du normalt printer ved med det filament, der sidder i (f.eks. 200-220 °C for PLA). Det gør plasten inde i dysen blødere, så du ikke vrider i en kold, fastlåst dyse.
8.3 Skru den gamle dyse ud
Hold forsigtigt på varmeklossen med tangen. Skru dysen ud med skruenøglen mod uret. Brug rolig kraft, ikke pludselige ryk.
Hvis den slet ikke vil give sig, så stop. Sluk, lad printeren køle ned, og dobbelttjek, at du har den rigtige nøglestørrelse. Vride du for voldsomt, kan du ødelægge heatbreak eller gevind.
8.4 Monter den nye dyse
Mens hotenden stadig er varm, skruer du den nye dyse i med fingrene først. Drej den ind, til du lige kan mærke, at den bunder let.
Giv den derefter en forsigtig “nap” med skruenøglen, mens du holder varmeklossen i ro med tangen. Det skal være fast, men ikke Hulk-niveau. Typisk omkring 1-2 Nm, hvis man skal være teknisk.
8.5 Tjek for lækager
Når du har skiftet dyse, er det en god idé at varme op igen, ekstrudere lidt filament manuelt og se, om der siver plast ud mellem dyse og varmeklods.
Hvis der gør, skal du efterspænde en smule (stadig varm). Lækager kan give store problemer senere og svine hele hotenden til.
8.6 Kalibrer z-offset og første lag igen
Selv om dysen er samme diameter, kan længden være en anelse anderledes. Kør din vanlige rutine for bed-level og z-offset igen, så første lag sidder i skabet.
Hvis du har brug for et bredere overblik over vedligehold og gode vaner omkring printeren, så er kategorien 3D printere og udstyr et godt sted at samle inspiration.
9. Lille tjekliste: sådan tager du styringen over dyserne fremover
Hvis du vil undgå dyse-kaos fremover, kan du gøre det her ret simpelt:
- Hold styr på, hvilket materiale du printer med hvilken dyse (f.eks. hærdet stål til alle CF-jobs).
- Gem en lille pose med brugte messingdyser “kun til PLA”, så du ikke blander dem med nye.
- Print en kalibreringskube en gang imellem, når du skifter filamenttype.
- Skriv en lille note (på papir eller i app) om, hvornår du sidst skiftede dyse efter tung CF-brug.
Og vigtigst: Hvis du har tweaket sliceren i to aftener uden resultat, så kig på det fysiske. En slidt dyse er ofte en meget billigere løsning end tre timers mere fejlsøgning.
Hvis du allerede nu står med en mistænkt slidt dyse og har lyst til at smide hele printeren ud af vinduet, så tag en kop kaffe, find en ny nozzle frem og brug guiden her skridt for skridt. Det er mindre dramatisk, end det ser ud til.





Like. Det med kulfiber slid gav mening – min dyse er sikkert SKIDT 😬