7 tydelige tegn på under- og over-ekstrudering (og hvad du faktisk skal skrue på først)
Du står og kigger på endnu et halvslapt print med huller i væggene. Printeren kører, filamentet bevæger sig, men resultatet ligner mere en schweizerost end en brik Lego. Du skruer lidt på flow, lidt på temperaturen, sætter farten ned, sætter den op igen. Næste print: nu er kanterne til gengæld smattet ud, og hullerne er væk, men detaljerne drukner.
Velkommen til ekstruderings-roulette.
Jeg har selv stået der alt for mange gange. Indtil jeg opdagede, at mit problem ikke var, at jeg ikke justerede nok. Det var, at jeg justerede for meget og i den forkerte rækkefølge.
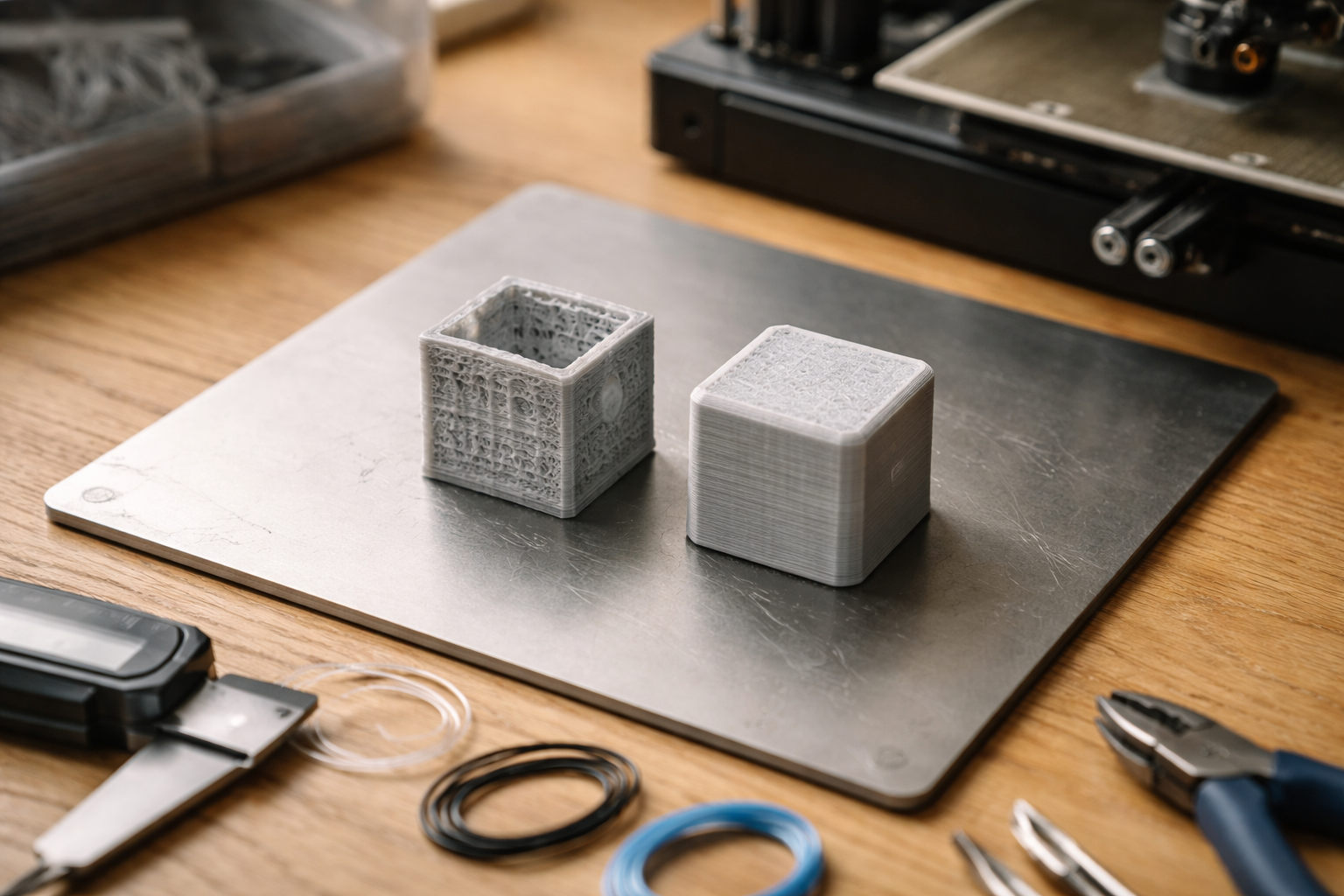
Symptombilleder: sådan ser under- vs over-ekstrudering ud
Lad os starte ved printet. Ikke firmware, ikke slicer. Bare det du kan se og mærke i hånden.
Sådan ser under ekstrudering ud i 3D print
Under-ekstrudering betyder, at printeren smider for lidt plast på, i forhold til hvad sliceren forventer. Typiske tegn:
- Huller i vægge: Du kan se små huller, især hvor perimeterlinjer burde mødes. Ofte langs lodrette vægge.
- Glat, men tynd overflade: Toplaget er ikke helt lukket. Du kan ane infill-mønsteret igennem.
- Lag der ikke binder ordentligt: Du kan skille vægge ad med fingrene, selv om modellen burde være solid.
- Overgange med manglende materiale: Ved skarpe hjørner eller ved start/stop på perimetre mangler der lige en lille klat plast.
Spørg dig selv: ser det ud som om modellen er korrekt i formen, men bare for tynd og utæt? Så lugter det af under-ekstrudering.
Sådan ser over ekstrudering ud i 3D print
Over-ekstrudering er det modsatte. For meget plast, der skal proppes ind i samme geometri.
- Fedede kanter: Hjørner bliver buttede i stedet for skarpe.
- Synlige samlinger: Der bygges små buler op der, hvor laget starter/slutter.
- Elefantfod: De første par lag flyder ud og bliver en anelse bredere end resten, især hvis z-offset også er lidt for tæt på.
- Overfyldte topflader: Toplaget kan se lidt “bølget” ud, som om der er mast for meget plast ind.
Hvis du oplever, at dimensionerne er for store, eller at du skal skære små dele fri, fordi de er smeltet lidt sammen, så er vi ovre i over-ekstrudering.
Før du justerer noget: 3 ting du lige skal udelukke
Her er der mange, der begår den første klassiker: man hopper direkte til flow-procent eller E-steps. Jeg gjorde det også de første år. Og fik et cirkus af halvforkerte kalibreringer.
Inden du begynder at skrue på elektronikken, så tjek de her tre ting. De kan give præcis samme symptomer som under-ekstrudering, uden at printeren egentlig er forkert kalibreret.
1. Fugtigt eller dårligt filament
Fugtig PLA eller PETG kan opføre sig som om du under-ekstruderer. Filamentet bobler i dysen, flowet bliver ustabilt, og lagene lukker ikke ordentligt.
Hurtig test:
- Lyt efter små “pops” eller knitren fra dysen, mens du printer.
- Tjek filamentet visuelt. Er det mat, ru eller ujævnt? Har det været åbent i lang tid uden tørboks?
Hvis ja, så prøv en frisk rulle fra en ordentlig producent. Gerne fra en lufttæt pose med tørpose i. Det giver mere pålidelige resultater end at finjustere en rulle, der alligevel er halvdød.
Vil du nørde mere ned i materialer, så giver kategorien materialer og filament et fint overblik over valg og adfærd.
2. Delvist tilstoppet dyse (partial clog)
En delvist stoppet dyse er nok til at begrænse flowet, især ved højere hastigheder, men uden at den stopper helt.
Tegn på partial clog:
- Printeren kan godt ekstrudere manuelt, men ved høj hastighed klikker extruderen eller hopper trin over.
- Layerne ser nogenlunde fine ud i starten af printet, men bliver dårligere jo højere du kommer op.
Hurtig test: Varm dysen op til normal printtemperatur, og ekstruder 100 mm filament langsomt via printerens menu. Kig på strålen, der kommer ud. Skal være jævn, lige og uden “kinks”. Ser den skæv, tynd eller ujævn ud, så rens eller skift dysen, før du rører flow.
3. Spool-friktion og filamentvej
Hvis spolen hænger og hiver i filamentet, kan extruderen tabe flow, især ved mange retractions eller høje hastigheder.
Jeg har selv haft en rulle stående på en for hårdt spændt holder, så den kun drejede i ryk. Resultat: periodisk under-ekstrudering.
Tjek:
- Kan du snurre spolen med en finger, uden modstand?
- Er filamentet ført i en nogenlunde blød bue fra spole til extruder, uden skarpe knæk?
Hvis de tre ting ovenfor ikke er problemet, så er det tid til at kigge mere teknisk på det.
Hurtig test: er du ramt af volumetric flow limit?
En klassiker ved “under ekstrudering 3d print” er, at du faktisk ikke har et kalibreringsproblem. Du beder bare din printer om noget, den fysisk ikke kan nå.
Hver kombination af dyse, filament og temperatur har en grænse for, hvor meget plast du kan presse igennem pr. sekund. Det kaldes ofte volumetric flow limit.
Sådan viser det sig i praksis
Hvis du printer langsomt, ser tingene fine ud. Når du skruer op for hastigheden, begynder du at se:
- Underfyldte vægge og topflader.
- Huller i perimetrene ved særligt hurtige sektioner.
- Extruderen, der klikker eller mister skridt.
Det er ikke nødvendigvis slicerens skyld. Du prøver måske bare at køre 220 mm/s med en 0,4 mm dyse, standard PLA og 0,2 mm laghøjde. Det er ret optimistisk på mange hobbymaskiner uden opgraderet hotend.
En simpel volumetric-flow-test uden avancerede værktøjer
Hvis du vil teste det ordentligt, kan du:
- Vælg en simpel kube, f.eks. 20 x 20 x 20 mm.
- Print den med én perimeter, 0 % infill og standard laghøjde.
- Start med lav hastighed, f.eks. 30 mm/s, og øg i sliceren i trin (40, 50, 60 mm/s) på nye prints.
Hold øje med, hvornår væggen begynder at se tynd, gennemsigtig eller ujævn ud. Det punkt er cirka grænsen for, hvad dit setup kan levere stabilt. Alt over det kræver typisk højere temperatur, bedre hotend, større dyse eller en kombination.
Den rækkefølge der redder dig: temperatur → hastighed → mekanik → flow
Nu til kernen: hvad justerer du først, når du har konstateret under- eller over-ekstrudering?
Jeg kører konsekvent efter den her rækkefølge. Det har sparet mig for en del grå hår og unødige “kalibrerings-events” søndag aften.
1. Juster temperatur først
For lav temperatur kan give samme symptomer som under-ekstrudering. Filamentet er ikke helt smeltet nok, så modstanden i dysen stiger, og flowet svinger.
Hvis du ser huller og tynde vægge, og du ligger i den lave ende af anbefalet temperatur for dit filament, så prøv:
- Skru 5-10 °C op og print samme model igen.
- Se om væggene bliver fyldigere og lagbindingen bedre.
Omvendt, hvis du har over-ekstrudering og meget flydende hjørner, kan du teste at gå 5 °C ned og se, om detaljerne bliver skarpere, uden at lagene mister styrke.
2. Skru på hastighed næste
Når temperaturen er nogenlunde på plads, er næste skridt at kigge på hastigheden.
Hvis du er tæt på din volumetric flow limit, vil en lille nedjustering i hastighed ofte fjerne symptomer på under-ekstrudering, uden at du behøver pille ved flow.
Eksempel: du kører PLA ved 205 °C med 0,4 mm dyse, 0,2 mm laghøjde og 70 mm/s. Væggene er lidt tynde. I stedet for at øge flow til 110 %, så prøv først at sænke til 50-60 mm/s.
3. Tjek mekanikken: extruder, hjul og vej
Hvis temperatur og hastighed ikke løser det, går jeg mekanisk til værks.
Kontroller:
- Extruder gear: Er der plaststøv i tænderne? Sidder det godt fast på motorakslen?
- Idler-tension: Er fjederen for løs, så gearhjul bare sliber på filamentet i stedet for at skubbe?
- Filamentvej: Er PTFE-tuben ren og uden skarpe kanter? Især ved skift fra Bowden til hotend.
En extruder, der slipper filament periodisk, kan ligne klassisk under-ekstrudering. Men her hjælper det ikke at justere flow. Du skal have greb i selve filamentet.
4. Juster flow i sliceren til sidst
Først når du har styr på temperatur, hastighed og mekanik, giver det mening at finjustere flow-procenten i sliceren.
Flow i sliceren er den “bløde” korrektion, hvor du kan sige: min printer er mekanisk sat korrekt op, men den leverer systematisk 3-5 % for lidt eller for meget. Så kan du sætte f.eks. 95 % eller 103 % flow for at kompensere.
Det er her, mange springer direkte hen som første skridt. Det kan give et nogenlunde print nu og her, men bider dig senere, når du skifter filament, dysediameter eller forsøger at printe hurtigere.
Mekaniske årsager: når extruderen ikke gør sit job
Lad os nørde en tand mere, for mekanik er ofte den skjulte synder.
Extruder gear og idler-tension
Extruderen skal trykke filamentet hårdt nok mod drivhjulet til, at det griber uden at gnave sig igennem.
Tegn på problemer:
- Tydelige “bidemærker” i filamentet, når du trækker det ud efter et fejlet print.
- Filamentet er fladt på den ene side.
- Der ligger fint plaststøv under extruderen.
Løsning: Stram fjederen en smule ad gangen og test igen. For hårdt kan også være et problem, især på bløde materialer, men de fleste standard-printere er faktisk sat for løst fra fabrikken.
Filamentvej og PTFE
Et slidt PTFE-rør eller en skæv indføring kan give ekstra friktion. Det rammer ofte ved retractions, hvor extruderen skal skifte retning mange gange.
Jeg har haft en Bowden-tube med en lille kant inde i koplingen. Det gav kun problemer ved hurtige prints, hvor friktionen var nok til at extruderen begyndte at slippe. Symptomet lignede under-ekstrudering. Løsningen var et nyt, pænt afskåret PTFE-rør.
Slicer-indstillinger: når softwaren faker ekstruderingsfejl
Nogle gange er der helt styr på mekanikken, og problemet sidder i sliceren.
Flow %, line width og vægtykkelse
Der er tre slicer-indstillinger, der direkte påvirker, hvordan “under ekstrudering 3d print” ser ud:
- Flow %: Bruges til finjustering, som nævnt. Hold dig til små ændringer, typisk inden for 90-105 %.
- Line width: Hvis du sætter line width meget anderledes end dysediameteren, kan sliceren tro, den skal bruge mere eller mindre plast, end din dyse fysisk kan levere pænt.
- Vægtykkelse og antal perimetre: Hvis din vægtykkelse ikke går op i hele ekstrusionsbredder, kan der opstå steder, hvor sliceren “snyder” lidt på infill og skaber huller.
Et klassisk eksempel: 0,4 mm dyse, line width sat til 0,48 mm, og du laver en 0,9 mm væg. Sliceren må gætte, hvordan den fordeler to linjer på 0,48 mm i en 0,9 mm væg. Det kan give små huller og tynde vægge, som ikke skyldes ægte under-ekstrudering.
Topflader og “detect thin walls”
Indstillinger som “detect thin walls” og specielle top surface-algoritmer kan også lave ballade, hvis de er sat meget aggressivt.
Ser du kun problemer ved tynde detaljer, men ikke på massive geometrier, så prøv en test uden de fancy features. Gå mere konservativt til værks, før du beskylder hardwaren.
Hvis du er helt ny i slicer-junglen, kan det være en idé at kigge en tur i kategorien kom godt i gang med 3d print, hvor mange begreber bliver brudt stille og roligt ned.
Sådan måler du forbedring uden 10 testprints
Jeg har ikke tid til at printe 10 kalibreringskuber hver gang, og det har du sikkert heller ikke. Så her er en enkel, genbrugelig metode.
Brug én kalibreringsmodel til flere ting
Find en simpel model, du kender godt. En 20 mm kube eller en lille brik med både flader, vægge og et hul. Print den altid:
- Med samme laghøjde,
- samme hastighed,
- samme temperatur,
- samme infill.
Lav kun én ændring mellem hver test. Én. Ikke tre.
Efter hvert print, tjek:
- Ser væggene tættere ud end sidst?
- Er topfladen mere lukket?
- Er hjørnerne skarpere eller mere smattede?
Hvis du har et skydelære, kan du også måle vægtykkelse på en enkelt-perimeter-kube og sammenligne med det, sliceren siger. Men du kommer rigtig langt bare med øjnene og fingrene.
Den store fælde: “jeg ændrede både E-steps og flow”
Nu til den måske vigtigste faldgrube i hele den her snak: dobbelkalibrering.
Hvornår du ikke skal røre E-steps
E-steps (extruder steps per mm) er den hårde, fysiske kalibrering af, hvor meget filament din extruder pusher ud pr. motor-omdrejning.
Hvis din printer kommer fra en nogenlunde fornuftig producent, er E-steps oftest rimelig korrekte fra fabrikken. Du bør kun røre dem, hvis:
- Du har skiftet extruder til en anden model/gear-udveksling.
- Du har testet, at når du beder printeren om 100 mm filament, får du konsekvent f.eks. kun 90 mm ud, også ved lav hastighed.
Alt andet bør du i første omgang løse med flow i sliceren, ikke med E-steps.
Hvorfor E-steps + flow kan ødelægge alt
Hvis du justerer både E-steps og flow, kommer du hurtigt til et punkt, hvor du ikke længere ved, hvad der er rigtigt.
Eksempel:
- Du synes, printeren under-ekstruderer, så du øger E-steps med 10 %.
- Printet bliver bedre, men nu får du elefantfod og smattede hjørner.
- Du skruer flow i sliceren ned til 90 % for at kompensere.
Nu har du en printer, hvor firmwaren siger “tryk 110 %”, og sliceren siger “nej, vent, kun 90 %”. Det kan godt fungere ok i det daglige, men næste gang du skifter filament, dyse eller slicer, starter du forfra med dobbelt fejl.
Min personlige tommelfingerregel: Sørg for, at E-steps er fysisk korrekte én gang, og lad dem så være. Brug flow-procent til små offset-tilpasninger materiale for materiale.
Så hvad gør du nu?
Hvis du står med et print foran dig lige nu, så gør det her i rækkefølge:
- Identificer: ligner det mest under- eller over-ekstrudering ud fra symptomerne?
- Tjek hurtigt: filament (fugt), dyse (partial clog), spool-friktion.
- Vurder din hastighed: ligger du potentielt over din volumetric flow limit?
- Juster i rækkefølgen: temperatur → hastighed → mekanik → flow.
- Hold fingrene fra E-steps, medmindre du har en god, konkret grund til andet.
3D print handler ofte mindre om at finde “det magiske tal” og mere om at have en simpel proces, du kan gentage. Når du først har den, forsvinder følelsen af at stå og gætte.
Hvis du kan lide den mere hverdagsnære vinkel på nørderiet, så kig også forbi vores bredere emner om digital fabrikation og makers liv eller roligt scrolle gennem hele bloggen næste gang printeren alligevel står og kører i baggrunden.
Og næste gang du ser huller i vægge, så behøver du ikke panikke og skrue på alle knapper på én gang. Tag den fra en ende af. Så skal du nok få mere plast de rigtige steder.






Flot oversigt over under- vs over-ekstrudering, jeg tjekker altid først extruder-gear og filament-feed inden jeg piller ved flow. Fx kan en slidt gear give ‘huller’ selv ved korrekt flow.